Avant-propos
Cet article va traiter principalement de l'industrie du soulier et non de l'artisanat bottier qui est un sujet complètement différent. Il va également s'attacher prioritairement à la question de la qualité, l'égout et les couleurs ne sont pas le sujet et donc les questions de style ne seront abordées que de façons anecdotiques, les questions de confort ne seront pas du tout abordées. Pour cela voyez notre article sur comment choisir un soulier : chaussant, forme et taille.
De la même façon, il ne s'agit pas d'un article sur les questions de satisfaction que peut vous donnez telle ou telle paire de pompes. Il y a partout des ploucs qui s'extasient béatement sur leur dernier achat, peu importe sa nature, en pensant avoir fait l'affaire du siècle et vont le défendre bec et ongles car ils sont dans l'impossibilité de dépasser le cadre de leur propre médiocrité. L'article est long et dense, lisez le en prenant des notes et faites plusieurs lectures.
Vous le savez si vous fréquentez un peu le milieu du soulier, “qu’est ce que vous me conseillez comme chaussure de qualité à moins de 200 euros” est une question qui revient sur internet avec la même régularité que Sisyphe et son rocher. Non que Sisyphe vienne beaucoup poster sur les forums, mais ça c'est un autre sujet. Cette question, souvent posée par le même profil, à savoir des jeunes qui n'ont jamais eu de véritables pompes, est intéressante car elle dénote d'une méconnaissance totale du produit qu'ils sont bien souvent sur le point d'acheter. Contrairement à beaucoup d'autres objets de consommation moderne, ils n'ont aucun repère, aucune expérience et se basent sur la seule chose qu'ils connaissent, leur budget. Malheureusement ils ne sont pas les seuls et l'ignorance dans le monde des calcéophiles n'est pas rare. Car la chaussure est un objet d'usage courant fait de façon extraordinaire.
Fabriquer un soulier de façon traditionnelle est un art qui requiert plusieurs années d'expérience, et il est difficile de comprendre ce qui fait la qualité d'une chaussure sans connaître les techniques qui régissent sa fabrication. C'est là que commencent les problèmes, dès que l'on parle de qualité on entend souvent les réflexions suivantes “Alden c'est trop bien parce qu’ils ont leur style” ou encore “mes Velasca elles sont tops car elles sont confortables”. Il est indéniable que ces considérations sont parfaitement valables lorsque vous voulez acheter une paire de chaussures mais elles ne vous apprennent rien sur la manière dont vos chaussures sont fabriquées et donc sur ce qui est bon ou mauvais.

Qu’est ce que la qualité?
Certains blogs qui feraient mieux de fermer leur gueule, qu’elle soit bonne ou mauvaise, ont pris le parti de dire qu’une chaussure de qualité est une chaussure durable… certes. J’ai eu des Converse à un point dans ma vie, je les aie portées pratiquement tous les jours pendant 5 ans de mon adolescence. Elles ont connues la pluie, la neige, le sable, le sang la chique et les glaviots. Elles n’ont jamais eu le moindre entretien, le moindre repos, elles étaient traitées comme la pire des gagneuses et pourtant elles étaient encore parfaitement fonctionnelles 5 ans après. Achetées 50 euros, portées 1825 jours, elles m'ont coûté 0,02 euros par jour soit un rapport qualité prix vraiment incroyable pour paraphraser certains mongoles qui (contrairement à moi) ne seront jamais vulgaires. Pourtant, je suis le premier à dire que c’était des pompes de merde, probablement faites par des mômes quelque part dans un coin paumé du tiers monde.
Est-ce que c’est ça la qualité? Est-ce que l’on peut réduire la notion de qualité à celle de durabilité? Certainement pas, la durabilité n'est qu'un critère, tout relatif qu'il est, parmi d'autres. La notion de qualité est complexe, polysémique même, et si l’on en croit le dictionnaire elle est “ce qui rend quelque chose supérieur à la moyenne”. La qualité est donc fasciste, la vilaine, puisqu’elle pratique la hiérarchisation, mot qui a été absolument annihilé du vocabulaire politiquement correct actuel pour être remplacé par un autre, le relatif.
Et pourtant il existe des critères objectifs et techniques qui permettent d’évaluer les différents souliers du marché, il y a tout d'abord la qualité du cuir, qui est évidement déterminante dans la mesure où l'on parle de l'élément majeur qui va venir composer votre chaussure. Et puis il y a la qualité de la construction, comment votre soulier est assemblé, comment ses différents éléments ont été sélectionnés, comment sont faites les finitions...s’il y en a. N’en déplaise à Emling et leur avocat il existe donc des pompes de merde, des pompes lambda et des pompes “de qualité”. Et pourtant cet état de fait n’est pas aussi évident qu’il n’y paraît puisqu’à lire les différents médias du milieu tous les souliers se valent, ils sont tous différent dans leur diversité colorée et ils sont tous merveilleux, fabriqués, bien souvent en private label, avec amour, par des jeunes entrepreneurs dynamiques en quête d’authenticité. À croire qu’ils vous prennent pour des gros ploucs…
Au passage, et avant de s’attaquer au gros du sujet, contrairement à ce que la tendance actuelle tente de vous faire croire, l’esthétique d’un soulier n’est en rien un aspect subjectif et sans qu’il soit en rapport direct avec la qualité, il demeure un critère essentiel pour séparer les ploucs des autres. Quel est l'intérêt d'avoir le soulier le mieux construit du monde si celui-ci est laid ? Le soulier en plus d'avoir une fonction utilitaire permet d'élever son porteur, de l'embellir, une belle pompe peut rattraper une mise moyenne, alors que la meilleure des mises n'arrivera jamais à faire oublier des souliers moches. Le vocabulaire dispose de ces merveilleux mots que sont le beau et le laid et qui dans une certaine mesure sont objectifs.
Certes on peu discuter des nuances, on peu aimer un bout fleuri plutôt qu’un bout droit, il y a évidemment des préférences pour tel motif, tel cuir, tel ligne.... mais le bon goût demeure seul juge devant l’éternel. Pourquoi est-ce que les modèles excentriques des années 30/40 ne sont pas parvenus jusqu’à nous, ou alors que de façon extrêmement limitée ? Parce qu’ils étaient moches. Pourquoi le serre d'aigle de Tuczek est toujours une référence ? Parce qu'il contribuait à la beauté du soulier. Si vous avez des goûts de merde ayez au moins l’honnêteté de le reconnaître et arrêter de vouloir élever votre médiocrité à un rang d’universalité qu’elle ne mérite pas.

Quelles sont vos attentes ? Sont elles réalistes ? Comment fonctionne l’industrie du soulier ?
Il faut bien comprendre que les souliers industriels n’ont pas grand-chose en commun avec des souliers mesure. Le prêt à chausser est fabriqué dans des usines, ou dans de grands ateliers, la mécanisation y est intensive, les cadences rapides et il est irréaliste d’imaginer pouvoir avoir la même qualité de produit qu’en mesure.
Cela ne veut pas dire que toutes les chaussures artisanales sont parfaites, il existe de mauvais bottiers. Cela ne veut pas non plus dire que les souliers industriels sont tous mauvais, mais ils ne relèvent simplement pas de la même catégorie. Une catégorie qui est difficile à appréhender car méconnue, beaucoup de ploucs ignorent totalement ce que vaut une bonne chaussure, comme ils ignorent aussi ce qui fait la valeur d'une bonne veste ou d'une bonne montre et leurs attentes sont aux fraises.



Il faut tout d’abord savoir que dans l’industrie du soulier il existe d’une part les fabricants et d’autre part les private labels. Les fabricants sont minoritaires, ils possèdent leur usine et vendent leur services à des clients, les private labels, qui viennent leur commander des godasses.

Toutes les marques ne produisent donc pas leurs souliers et toutes ne contrôlent donc pas totalement leur cahier des charges. Prenons l’exemple de Zarco, l’usine de Carlos Santos située au Portugal. Zarco produit entre 60 000 et 70 000 paires de souliers par an, dont plus de la moitié sont destinées aux private label. Si vous voulez connaître les noms des marques qui produisent chez Zarco ne manquez notre prochain article sur les mensonges dans l’industrie du soulier.
Prenons maintenant l’exemple de Crockett & Jones, ces derniers produisent dans leur usine aux alentours de 120 000 paires par an. Les volumes chez Weston sont comparables avec plus de 100 000 paires par an. Alors que par exemple dans le haut de gamme, John Lobb Paris produit environ 30 000 paires, Edward Green environ 20 000 paires et Corthay environ 5000 paires. Il n’est pas question ici de faire un parallèle qui n’a pas lieu d’exister entre qualité et quantité car il est parfaitement possible sous un même toit de segmenter la production et de fabriquer de l'entrée de gamme en volumes importants et une ligne exclusive au débit plus réduit. Mais beaucoup de ploucs n’ont pas la moindre idée des volumes de production qui existent, en partie à cause de la communication ultra mensongère faite par certaines marques, et ils pensent acheter un produit “exclusif”, pour peu que cela veuille dire quelque chose pour du prêt à porter. Cela produit en eux des attentes démesurées par rapport au produit qu'ils vont réellement recevoir.
Vous imaginez bien qu’il est difficile à une usine de contrôler les milliers de paires qui sortent de ses chaînes de montage. Les défauts existent chez toutes les marques, ce qui importe c’est la fréquence des ces derniers et comment ils sont traités par le service client. Vous imaginez bien aussi que pour sortir autant de paires les usines cherchent à optimiser leur production, expression corporate qui veut dire économiser de la thune. Il existe en plus de cela un plafond de compétence à chaque usine, en fonction des machines qu’elle utilise, des employés qu’elle possède, le savoir faire n’est pas partout le même. Il faut donc tempérer ses ardeurs, les ploucs qui exigent que leurs pompes d'entrée de gamme soient immaculées sont à la ramasse, comme s’ils cherchaient à payer de l'or au prix de l'acier, le sourire en prime.

Il faut dire que les marques, qui sont souvent les premières à se plaindre des exigences irréalistes de certains clients, ont leur part de responsabilité. Elles exploitent volontiers la connerie de leurs clients dans le but évident de leur faire les poches, pardon, de déclencher l'envie d'achat. Il n’est pas rare que la communication d’une marque soit inversement proportionnelle à sa qualité.
Et les influenceuses, ces catins du web, ne sont pas en reste. Combien de fois ai-je lu que si vous achetez des souliers “de qualité” vous faites un investissement (s'te blague) que vous pourrez même transmettre à vos enfants… Ne vous faites pas de films, après votre mort vos pompes seront jetées à la poubelles, ou vendues sur Ebay par votre famille qui n'en aura rien à branler de vos grolles. Il s’agit d’un argument marketing utilisé par beaucoup pour vous convaincre de rationaliser votre dépense.
De la même façon il est toujours désolant de voir des gens se plaindre d'avoir détruit la semelle de leur C&J en moins de 3 mois alors que “mais je comprends pas, c'est des pompes chères”. Il n'y a, encore une fois, pas de corrélation pure entre prix de vente et durabilité. Certes certains souliers sont mieux fabriqués que d'autres, il n'y a pas de doutes là dessus.
Certains souliers vont aussi mieux vieillir que d'autres, il existe bien une hiérarchie des marques et des matières premières. Mais il ne faut jamais oublier l'influence directe qu'à le propriétaire. Vous êtes responsable en grande partie de l’utilisation et de l'usure de vos souliers, pas le fabriquant. Lui sera responsable pour toute usure prématurée qui n’aurait pas dû se produire dans des conditions normales d’utilisation. N'importe quel soulier, peut avoir une bonne longévité s’il est entretenu scrupuleusement. L'inverse est aussi vrai. Vous pouvez détruire une paire rapidement parce que vous êtes un gros plouc négligeant. Nous traiterons des questions de l'entretien dans un article à venir, utilisez le à bon escient.


Le prix, indicateur de qualité ?
Beaucoup d'éléments entrent en jeu dans la fixation des prix, la main d'œuvre, la matière première, la notoriété, la concurrence, le marketing, les taxes, les marges... et il est impossible pour un client de connaître tous ces éléments, mais ce n'est pas parce qu'une équation a des inconnues qu'elle est insolvable.
N’en déplaise à ceux qui souffrent de cette terrible maladie mentale qu'est le gauchisme, l’objectif de toute entreprise commerciale est de faire de la thune afin que son activité soit pérenne et prospère, vouloir changer ce fait relève de la psychiatrie. Il n'est donc pas choquant que les marques fassent de la marge, elles ne sont pas une œuvre de charité, ce n’est pas autant une raison pour tout accepter.
Il est bon de le rappeler, de le marteler et de le répéter il n'y a pas nécessairement de corrélation directe entre qualité et prix. Quelque chose de cher à l’achat peut avoir été produit pour trois fois rien, comme il peut être le résultat de matières premières rares et d’une attention aux moindres détails.
Dès lors, la question est la suivante, est-ce que la direction (et les actionnaires) veulent juste beaucoup de thune, ou est-ce qu'ils veulent tous les shekels du monde ? S’ils veulent tous les shekels du monde, ils vont vous vendre un produit beaucoup plus cher que sa valeur intrinsèque, comme il est très souvent le cas dans le monde des marques “de luxe”. Les grands groupes apatrides qui officient dans le “luxe” pratiquent des marges brutes très violentes, car leurs marques ont souvent des boutiques dans les quartiers chics, de gros budgets marketing, des réseaux de distribution, une histoire (parfois en partie inventée de toute pièce d'ailleurs, coucou Olga) et une popularité qui leur permet de pratiquer des prix qui peuvent être délirants par rapport à la qualité du produit final.
Si les ambitions sont plus mesurées ou simplement plus honnêtes, alors vous aurez des chances de payer un prix plus en accord avec la valeur réelle de votre objet. Il ne faut pas pour autant tomber dans le travers inverse des marques 2.0 “sans intermédiaire” fondées par des ploucs d'école de commerce qui ne font que de la communication et de la sous-traitance ce qui explique en partie leurs prix bas.

Le problème majeur en ce qui concerne les pompes et leur prix tient dans le fait que leur qualité est difficilement visible voire inaccessible sans un démontage. Il n'y a pas véritablement de caractéristique technique à avancer, évaluer un cuir demande beaucoup d'expérience, les chaussures n'ont pas grand chose à montrer si ce n'est leur design.
Pour contrer cela le marketing a créé de façon totalement artificielle des mots clés, des sortes de cases à cocher destinés à convaincre le client que leur produit c'est pas de la merde. C'est ainsi qu'est née la religion du Goodyear, l'habitude de faire du name dropping dès qu'il s'agit de la provenance des cuirs et des tanneries, ou encore les mensonges sur le confort et le travail de forme qui est fait. Pour reconnaître ces catégories bidons c'est facile, toutes les marques 2.0 (encore elles) les utilisent à n'en plus savoir quoi foutre, tutoiement à l'appui, car n'oubliez pas, ils sont vos potes et ils sont cool.
Il existe indéniablement un seuil prix en dessous duquel il est impossible de faire un soulier qualitatif. Imaginez bien que vos souliers d'entrée de gamme Sino Majorquin coûtent aussi peu chers car la production est assurée majoritairement en Chine. La marque a les capacités pour manufacturer certains modèles à 100% sur le territoire Chinois, et c'est d'ailleurs déjà le cas. Leurs chaussures ne doivent pas coûter plus de quelques dizaines d'euros à produire et je doute qu'il soit concevable de descendre beaucoup plus bas sans que le produit ne devienne foncièrement mauvais.
Le processus industriel aime la standardisation, la rapidité, la simplicité car cela permet de maintenir des volumes élevés, d'avoir une main d'œuvre pas chère et une marge juteuse. La qualité suppose en partie l'inverse des principes énoncés ou du moins certains compromis et de fait coûte de l'argent. Pour diverses raisons de servilité commerciale nombre de blogs et sites vous vantent les mérites des souliers d'entrée de gamme, le soit disant “luxe abordable”. Selon eux un soulier de qualité commence entre 150 et 180 euros. Certes acheter du Rudys c'est mieux que d'avoir une paire de Mephisto, comme il est techniquement mieux d'avoir de l'herpès plutôt que le sida, mais est-ce là vraiment un motif de satisfaction ? Dans cette gamme de prix l'objectif est surtout de donner aux étudiants et autres ploucs l'impression d'avoir accès à du “luxe”, vous êtes vendus sur l'idée, pas tant sur le produit.
La question du rapport qualité-prix dans l'entrée de gamme est vraiment délicate, je ne crache pas dessus par plaisir mais ces marques sont réputées justement pour marger très généreusement, proportionnellement parlant vous payez probablement plus de marge chez Meermin que chez Edward Green... et je vous laisse imaginer ce que Zara doit empocher. Trouver un soulier qui soit bien et peu cher est maintenant devenu une gageure ce qui ne veut absolument pas dire qu'un soulier pas cher ne puisse pas vous donner satisfaction, mais techniquement, c'est quand même un peu de la merde.
Il y a encore dix ans on trouvait quelques marques qui faisaient le pari d'avoir des chaussures pas chères et qui tenaient bien la route, mais le marché du cuir a changé ainsi que d'autres facteurs en parallèle et la situation n'est plus la même. Il est parfaitement possible que dans 20 ans les choses changent encore. En revanche l'entrée de gamme est toujours un bon barème pour marquer la distinction entre un soulier et “le reste”.
En dessous de 150 euros, ce que vous achetez en neuf est systématiquement dégueulasse. Puisque nous en sommes à évoquer les catégories de prix, il peut être bon de donner un découpage rapide de ces dernières. De 150 à 250 euros se trouve les marques qui vont commencer à proposer majoritairement des chaussures qui sont cousues et non collées ce qui fait une différence radicale dans la qualité de fabrication mais ça reste quand même pas terrible. De 250 à 350 euros se trouve le bas milieu de gamme, c'est notamment le terrain de chasse favori des private label. Je trouve qu'il s'agit un peu d'une gamme intermédiaire, il y a du choix mais tout n'est pas bon à prendre. De 350 à 500 euros se trouve le milieu de gamme, si vous choisissez bien certaines marques commencent à être au dessus du lot, il y a des produits qui sont assez bien assemblés et des cuirs très corrects. De 500 à 800 euros se trouve le haut milieu de gamme et le bas haut de gamme. Il y a des chaussures qui sont vraiment bien faites, des montages qualitatifs, il y a encore quelques éléments qui en général laissent un peu à désirer, un bémol à droite ou à gauche mais globalement il y a de très bon produits, les cuirs peuvent être encore un peu inégaux. Au delà de 800 euros les cuirs sont souvent très bon voire même excellents, dans cette gamme de prix vous trouvez chez certaines marques des éléments qui n'existent pas dans les gammes inférieures (ailettes de renfort en cuir par exemple). C'est aussi paradoxalement la gamme où il faut le plus se méfier, car c'est là que les grands noms du luxe officient, avec leur lot de mesquineries, mais même dans ce cas les cuirs restent bons, à moins que ça soit du Venezia…. Au delà de 2000 euros, mais qu’est-ce que vous faites là ? Achetez de la mesure bande de fous.

La provenance, un indicateur tout aussi relatif que le prix.
Certains pays possèdent un plus grand savoir-faire dans la confection de souliers que d’autres, c’est un fait. Les Anglais ont beaucoup d’expérience sur les modèles d’inspiration rurale, leur climat de merde et les tourbières à perte de vue y sont probablement pour quelque chose. L’Italie est un pays extrêmement riche en histoire pour tout ce qui touche au domaine de la mode et des vêtements comme l’est la France. Alors que l’Espagne et le Portugal sont devenus des pays incontournables ces 20 dernières années avec leur propre production et leurs clients en private label.
Cela n’est pas sans conséquence, on trouve de fait plus de main d’œuvre qualifiée en Italie qu’au Togo, il en va de même avec les machines, les tanneries etc. Pour autant cela n’est pas une garantie de qualité en soit. Il suffit de voir ce qui est arrivé aux États-Unis, pays à l’origine des machines Goodyear, Blake, leader incontesté en volume de l’industrie de la chaussure de luxe du début du XXème siècle avec plus de 200 fabricants rien que sur les territoires du Nord-Est et du Midwest. En 1968 avant que les barrières douanières sur les chaussures ne soient réduites par l’administration Johnson le pays produisait 642 millions de paires de chaussures sur son territoire contre 60 millions au début des années 2000. 98.5 % des chaussures vendues aux États-Unis viennent de l’étranger. Ce n’est que depuis l’instauration de nouvelles barrières douanières que l’industrie de la chaussure commence à revenir petit à petit aux États-Unis. Qui se souvient de Bostonian, Cole-Haan, Cordwainer-Wright, Johnston & Murphy, Florsheim… ? Autant de marques détruites, disparues ou moribondes. Aujourd’hui il ne reste plus qu’Alden, Allen Edmonds et quelques autres marques minuscules qui produisent mal des chaussures beaucoup trop chères. Il faut se débarrasser des clichés qui veulent que la mention “fabriquée en” ait la moindre valeur intrinsèque.


Avec le temps de plus en plus de gens acceptent que la mondialisation a brouillé les cartes, qu’il est de plus en plus difficile de juger d’où vient exactement tel ou tel produit et ils n’y prêtent plus autant d’attention qu’avant. D’autant plus qu’il est très facile de tricher sur ce point. C’est vrai pour n’importe quel domaine industriel et c’est exactement la même chose dans le monde des chaussures. Allen Edmonds vend son image Américaine quand en réalité la grande majorité de leur production se passe au Mexique ou en République Dominicaine. Même la ligne “made in USA” n’en est pas vraiment une, seul l’assemblage est réalisé dans la dernière usine Américaine de la marque, toutes les autres étapes sont effectuées à l’étranger, mais cela est suffisant pour avoir la précieuse provenance “made in USA”. Il en va de même chez Meermin qui ne se cache pas de faire produire en Chine, néanmoins si vous ne lisez pas très attentivement le site, ou ne connaissez pas le milieu de la chaussure, il y a de fortes chances pour que vous pensiez que la marque soit Espagnole. Il faut donc se garder de juger une pompe sur sa provenance, il existe d'excellentes chaussures fabriquées au Royaume-Uni comme de très mauvaises, l’étiquette n’y changera rien.
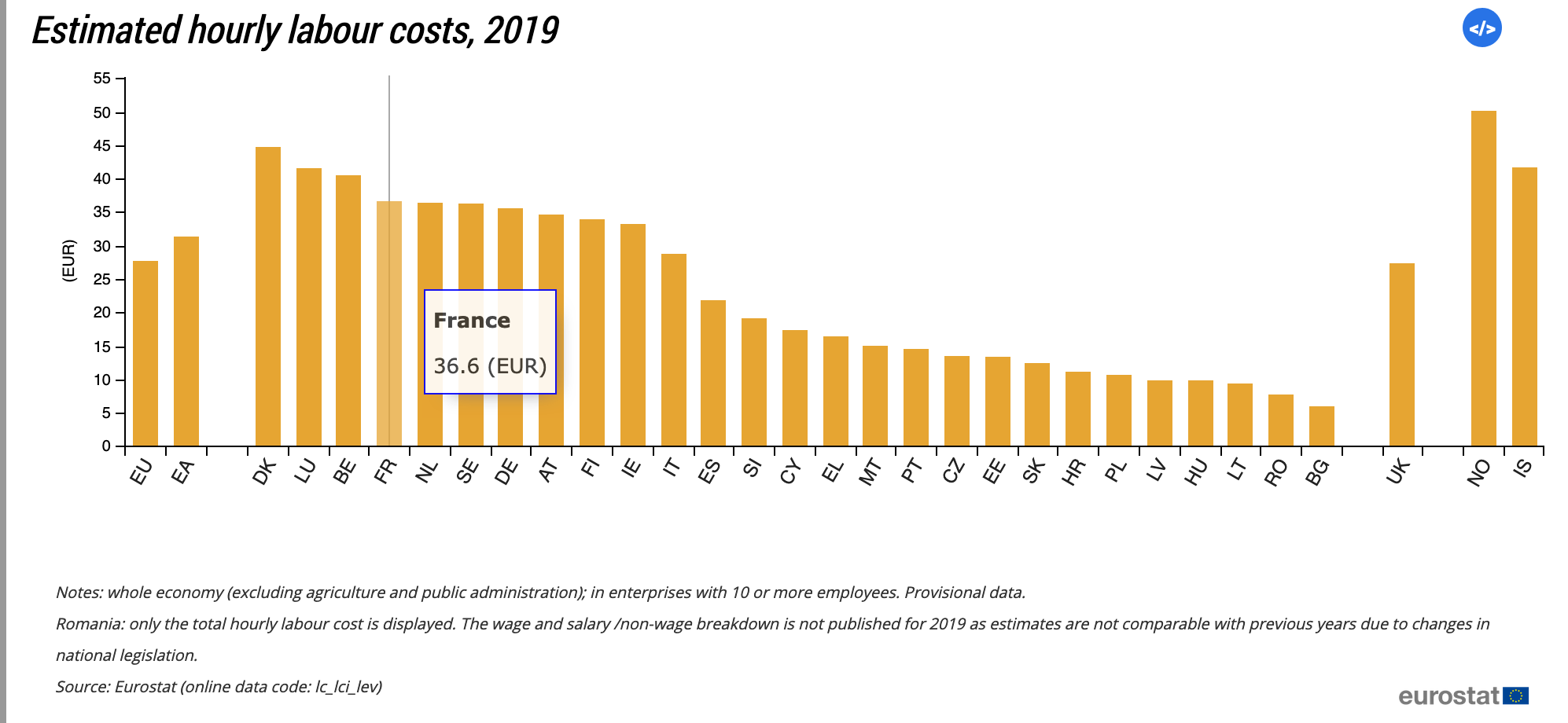
Cela ne veut pas pour autant dire que c’est une information qui ne vous apprend rien, la provenance est intéressante si vous lisez entre les lignes, elle indique des choses sur vos chaussures. Les taxes, le coût de la main d'œuvre, son niveau de compétence... tous ces éléments ont une influence sur le produit que vous allez acheter et tous sont différents selon les pays. Alors certes, il est peut-être impossible de connaître le niveau de compétence de tel ou tel pays en revanche il est parfaitement possible de connaître le coût de la main d'œuvre. Il existe un nombre fantastique d'études et de comparaisons qui permettent d'avoir une idée très nette de la situation.
Vous ne serez pas surpris de savoir que la France possède la main d'œuvre la plus chère de l'Union Européenne derrière le Danemark, le Luxembourg, et la Belgique... tout en possédant également le plus haut taux de spoliation fiscale, 47% du PIB est capté par les taxes. Plus clairement 47% de toute la richesse produite en France est volée par l’État. Cela se répercute évidement sur l'industrie qui doit absorber ces coût et donc par effet domino sur le produit que vous achetez. Vous comprenez donc que le prix de vos Weston est aussi élevé en partie à cause du coût du travail. Pourquoi autant de marques fabriquent dans la péninsule ibérique ? Car les salaires y sont bas, ce qui permet d’être plus compétitif. Si Vass est capable de faire des chaussures avec une trépointe cousue main, un mur gravé et un cuir très correct à un prix particulièrement placé comme dirait l’autre en interdiction de gestion, c'est en partie en raison du très faible coût de la main d'œuvre en Hongrie, il n’y a pas de mystère là dedans. Si la même chaussure était produire en France son prix de vente serait beaucoup plus proche des 800/1000 euros. Imaginez maintenant les économies qui sont réalisées en produisant dans des pays comme le Mexique, l'Inde, la Chine...
Cela ne veut pas dire que ces chaussures sont nécessairement meilleures ou moins bien, la main d’œuvre et son coût n’expliquent pas tout. Une mauvaise main d’œuvre avec de bons matériaux ne produira pas une meilleure chaussure qu’une bonne main d’œuvre avec des matières premières médiocres. L’idéal est bien évidemment de réunir le meilleur des deux mondes, ce qui va forcément coûter plus cher. Le prêt à porter impose de faire des compromis, que ça soit au niveau du consommateur comme au niveau du producteur.
Le cuir, la matière première de vos chaussures, du moins à l’extérieur…
Après le style, la tige est le premier élément qui est visible pour le consommateur et de fait c'est le premier élément qui va être jugé sur le plan qualitatif. Cela nous amène donc sur la question du cuir. Le marché du cuir a considérablement changé d’aspect, en partie à cause de l’émergence d’une classe aisée dans certains pays du tiers monde, notamment la Chine. Pour comprendre pourquoi vos souliers ont vraisemblablement un cuir de merde il est absolument indispensable d’avoir une vision d’ensemble de l’industrie du luxe.
En 2014, le marché mondial des accessoires de luxe en cuir a augmenté considérablement pour représenter près de 30 % du marché global des produits de luxe, contre 18 % en 2003. Pour parler thune, le marché mondial des accessoires de luxe en cuir était estimé à 46 milliards de dollars en 2015, 48 en 2018 et devrait atteindre 66.6 milliards en 2025 (prévisions pré-virus Chinois).
L’explosion du marché de la maroquinerie a attiré bon nombres de marques du luxe, car dans la maroquinerie les marges sont particulièrement élevées pour ne pas dire absurdes et permettent de générer beaucoup de profits. En raison de la concurrence croissante de ces dernières années, LVMH, Kering, Richemont.... se sont disputés le contrôle de leurs approvisionnements en cuir de luxe. Car si la demande en cuir de luxe augmente de façon impressionnante, la production de cuir de qualité peine à suivre. Le fait est que les seules tanneries capables de produire des cuirs de grande qualité sont situées en Europe avec quelques exceptions pour le cordovan ou les cuirs exotiques, et se comptent au mieux par dizaines. Ainsi en 2009, LVMH a conclu un partenariat avec la Tannerie Masure, une tannerie belge très réputée. En 2011 et 2012, LVMH a pris le contrôle de Heng Long (cuirs exotiques) et des Tanneries Roux. Toujours en 2012, Hermès a acquis les Tanneries d'Annonay, une tannerie qui produit plus de 2,5 millions de mètre carré de cuir de veau chaque année. En 2013, Chanel a acquis Bodin Joyeux, une tannerie de cuir d'agneau fondée en 1870, qui traite environ 400 000 peaux par an. Les conséquences ne se sont pas faites attendre, en 2014, le prix de toutes les peaux brutes, peu importe leur origine et leur qualité, a augmenté de 18 %. En 2015, une nouvelle augmentation de 9 % a été enregistrée, avant que le marché s'effondre - à l'exception des peaux de luxe dont le prix ne cesse d’augmenter. C’est également en 2015 qu’Hermès rachète les tanneries du Puy à Weston.

Azy tu nous emmerdes avec tes chiffres à la con là, ça veut dire quoi tout ça ? Tout ça, ça veut dire que les grands groupes du luxe contrôlent en grande partie le marché du cuir et qu’ils s’accaparent les meilleurs peaux et revendent le reste. Beaucoup de cuirs immaculées finissent en sac à main d'escortes de luxe et autres produits de maroquineries. La qualité globale des cuirs est en baisse alors que le prix lui augmente.
Prenons comme exemple le modèle Chasse de Weston, il vous fallait débourser environ 2000 francs (434 euros actuels, valeur ajustée avec l'inflation) dans les années 90 pour en acheter une paire. Il faut aujourd'hui pratiquement 2000 euros. Cela s'explique évidemment par l'inflation, le coût du travail et les taxes marxistes imposées en France mais aussi par le coût du cuir. Si vous aimez les chaussures un peu anciennes, vous avez largement plus de chance de trouver un cuir qui soit immaculé qu'aujourd'hui. La baisse de qualité des tiges s'explique aussi en partie par les différentes normes environnementales mises en place par le fascisme vert qui fait rage dans le monde occidental.
Ouvrons une petite parenthèse ubuesque. Le tannage au chrome est celui qui est le plus utilisé du fait de sa rapidité. Ce processus utilise du chrome 3 qui peut éventuellement s'oxyder en chrome 6 à cause des procédés utilisés par les tanneries. Seulement le chrome 6 est un allergène potentiel pour un infime minorité de la population, il est estimé que 0,2% de la population Européenne serait possiblement allergique au chrome 6, notez le conditionnel. Vous imaginez déjà les titres sur les sites de santé/bien être/environnement, “Allergie au chrome: vos chaussures sont-elles dangereuses”. Panique dans les chaumières, la France a peur, tous les ploucs du Piti en mocassin sans chaussettes tremblent, sont-ils en danger d'extinction à cause du chrome 6 ? Devant ce dramatique risque pour la santé publique et l’environnement il a été décidé le 25 mars 2014, par la Commission européenne, de réduire drastiquement la présence de chrome 6 dans les cuirs. Depuis les normes sur le chrome 6 les articles contenant des parties en cuir susceptibles d'entrer en contact avec la peau et contenant du chrome 6 dans des concentrations supérieures ou égales à 3 mg/kg (0,0003 % en poids) ne peuvent plus être mis sur le marché Européen. Cela force les tanneries à s'assurer que le chrome 3 ne s'oxyde en chrome 6, ce qui a conduit a des changements dans les processus de fabrication. Ne me demandez pas lesquels, les tanneries ne communiquent pas volontiers sur leurs recettes, néanmoins d’après certains fabricants et bottiers cela a eu pour résultat une légère baisse de qualité des cuirs.
Fin de la parenthèse ubuesque, vous comprenez bien avec cet exemple que les tanneries Européennes évoluent dans un cadre qui n'est pas le même que la concurrence mondiale. Car il faut bien réaliser que l'Europe, n'est en volume, pas un leader mondial sur le marché du cuir. La Chine, le Brésil, l'Inde, la Russie, devancent tous l'Italie qui est d'ailleurs le seul pays Européen parmi les 10 plus gros producteurs de cuir dans le monde. La France et l'Allemagne sont encore plus loin derrière, devancées par le Pakistan, l'Iran ou encore le Mexique. Tous ces pays sont évidemment soumis à des contraintes écologiques, économiques et fiscales moindres, ce qui leur permet d'avoir des prix très attractifs. C'est pour cette raison qu'un certain nombre de marques de chaussures vont chercher le cuir de leur doublure en Chine, ou en Inde tout en s'abstenant bien évidemment de le mentionner, se bornant au mieux à communiquer sur le cuir de tige.
Prenons un exemple très concret, le cuir de chèvre peut être une excellente alternative au veau pour la réalisation des doublures, un cuir de chèvre provenant d'une mégisserie réputée comme Alran coûtera entre 40 et 60 euros pour un demi-mètre carré en fonction du cuir utilisé et de sa qualité (devis réalisé auprès d'un bottier cordonnier). Un cuir de chèvre acheté en Inde, Chine ou tout autre pays du tiers monde coûtera environ 6 euros pour un demi-mètre carré.
Sélection et utilisation des cuirs.
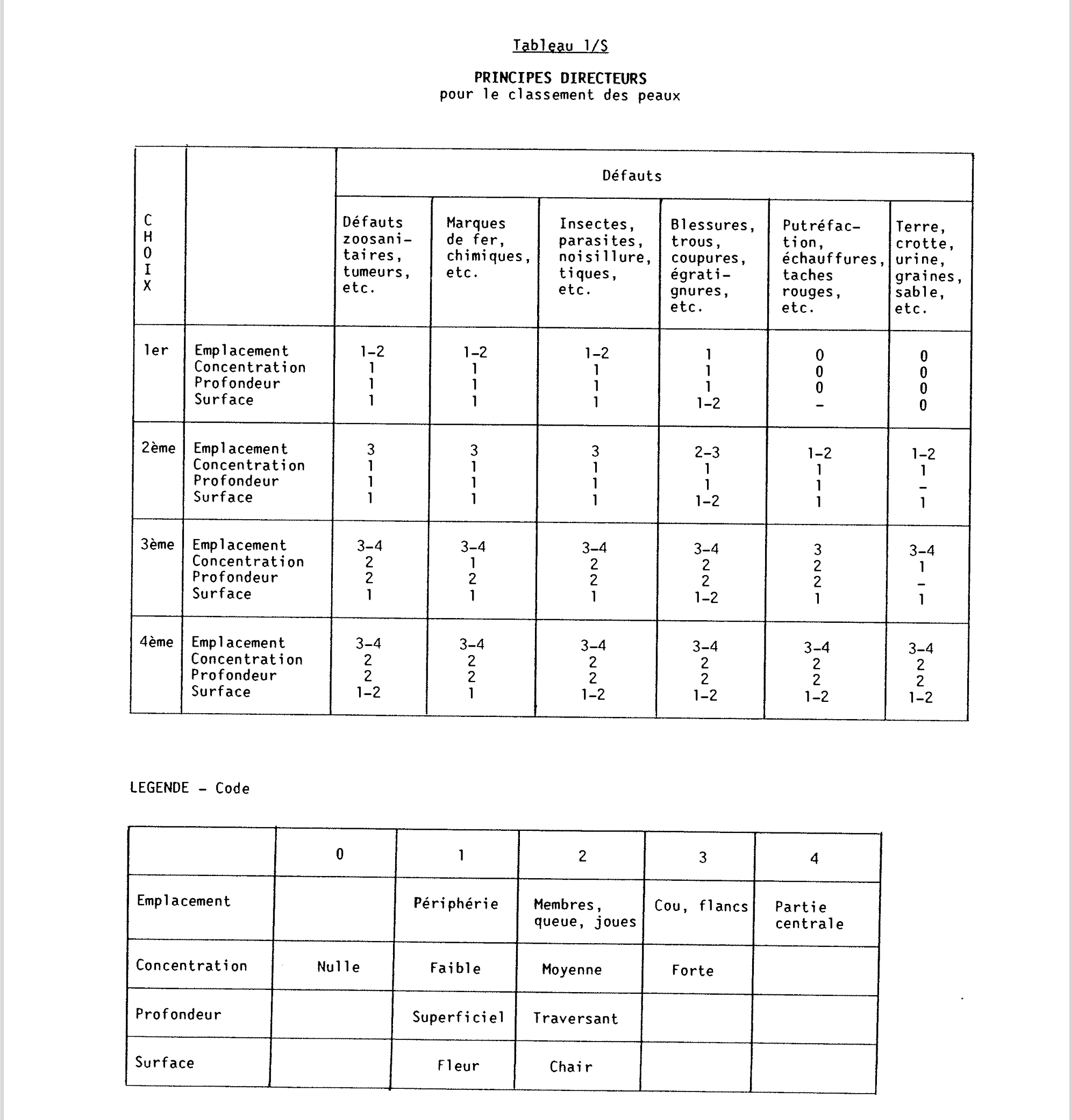
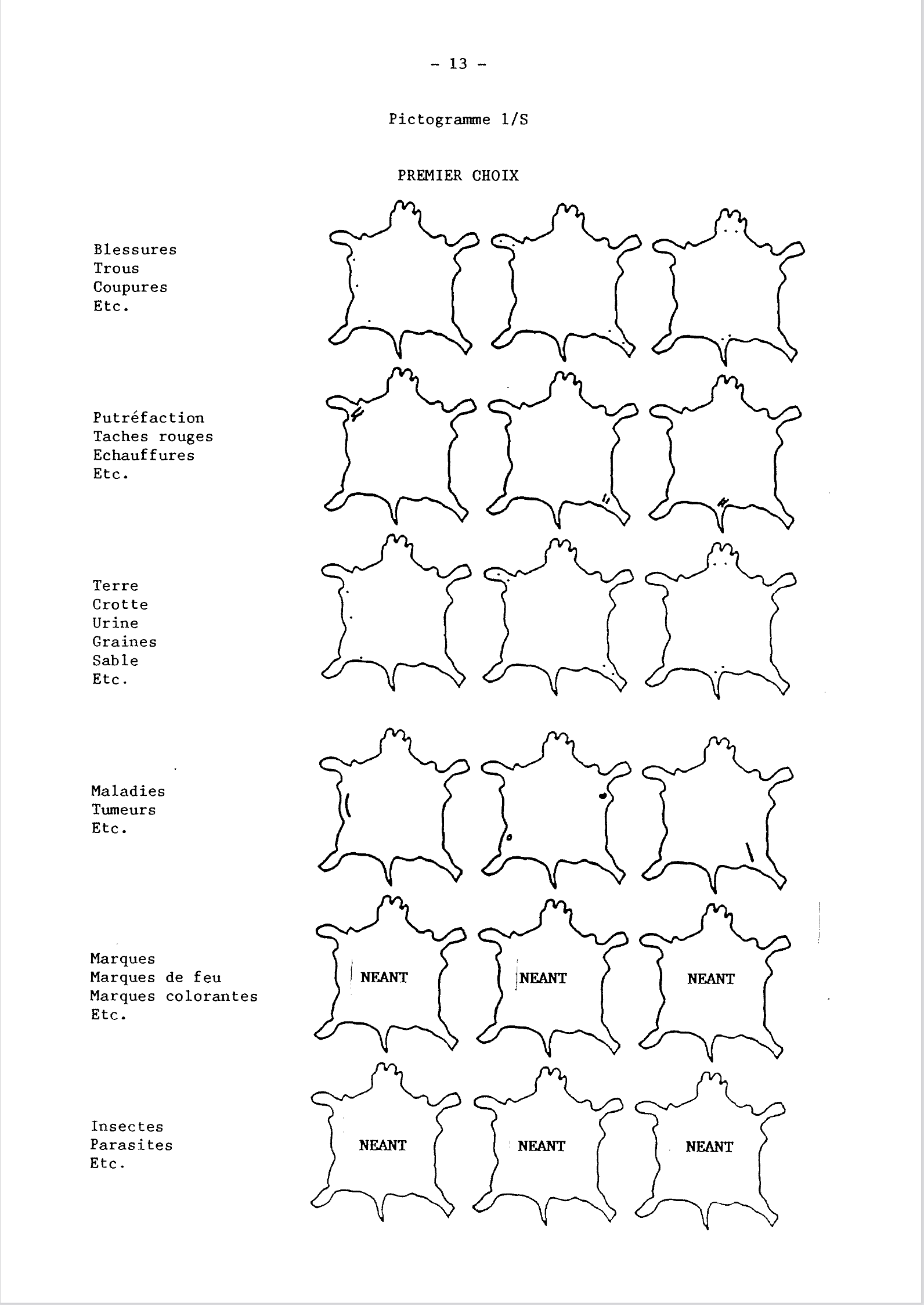
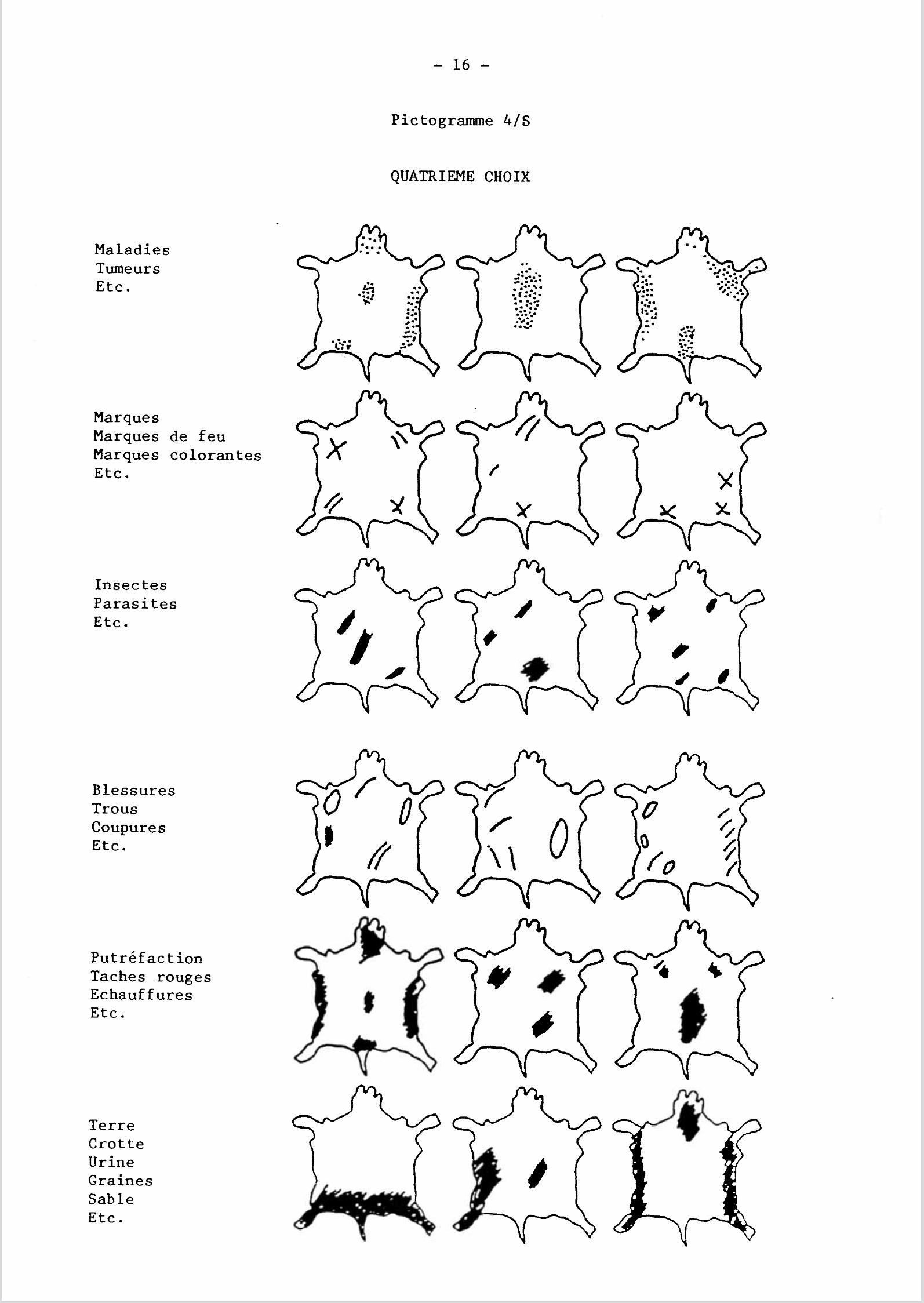
Les tanneries proposent toujours plusieurs qualités d'un même cuir. Il n'existe pas d'accord mondial sur la classification des cuirs, internationalement elles utilisent chacune la codification en vigueur dans leur pays, certaines utilisent des numéros (grade 1, 2, 3 pour les anglophones ou catégorie 1, 2, 3 pour les francophones) avec ensuite une subdivisions en fonction du nombre de défauts sur une peau (cuir de qualité A, B, C). Il existe également des systèmes uniquement composés de lettres (cuir de qualité AAA, AA, A, BBB, BB, B et ainsi de suite). Petit exemple pratique, une peau de catégorie 1 C est théoriquement supérieure à une peau de qualité 2 A. Lors de l'achat d'une chaussure dans une boutique vous n'aurez pas accès à ces informations. Dans la majorité des cas le vendeur n'en sait rien lui même.
Sachez ensuite que le cuir est vendu soit au mètre carré, soit au poids. Le cuir vendu au poids correspond soit à du cuir déclassé (un cuir qui est de trop mauvaise qualité et est hors classement) soit à des chutes de cuir (le cuir laissé pour compte lors de la découpe (clicking)). Sans entrer dans les détails sachez tout d'abord que chaque client est traité différemment par les tanneries. Suite à leur acquisition par Hermès Du Puy et Annonay ne fournissent en cuir de tout premier choix que les marques appartenant au groupe (John Lobb Paris par exemple). Weston est une exception, en tant qu’ancien propriétaire des tanneries du Puy la marque a négocié un accord avec Hermès lui permettant de continuer à bénéficier des cuirs de premier choix provenant de leur ancienne tannerie. Toutes les autres marques de prêt à porter doivent se contenter de lots de second choix. Pour les marques qui désirent du véritable premier choix, il est donc plus judicieux de se tourner vers des tanneries indépendantes comme le fait Edward Green avec Weinheimer Leder par exemple.
Vous comprenez donc que les tanneries sont dans une position de force par rapport aux fabricants de chaussures, elles possèdent la matière première, travaillent avec certains cheptels d'animaux et leur savoir faire est très difficile à acquérir. Il est pour ainsi dire impossible de délocaliser une tannerie, ce n'est pas pour rien que les grands groupes décident d'acheter des tanneries déjà existantes et établies plutôt que d'essayer de construire les leurs ex nihilo. Cela donne donc beaucoup de poids aux tanneurs lors de la négociation. Il est impossible de savoir quels sont les volumes achetés par les marques, quel prix elles payent vraiment et quelle ristourne elles peuvent avoir mais certaines tanneries refusent plus ou moins de négocier et peuvent même imposer des volumes à la commande.


Toutes les marques ne contrôlent pas nécessairement leur approvisionnement en cuir. Il n'est pas rare pour les private label de ne pas sourcer eux-mêmes leur cuir mais d'utiliser le stock à disposition de l'usine qui fait leur sous-traitance. Solution en générale privilégiées par les ploucs d'école de commerce qui ignorent tout du cuir, en dehors des aspects financiers. Ils se retrouvent bien souvent à devoir travailler avec un assortiment de différente qualité, cela peut-être un mélange de catégorie 1,2 et 3 ou pire....
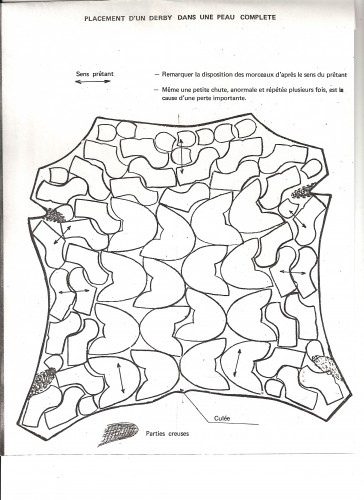
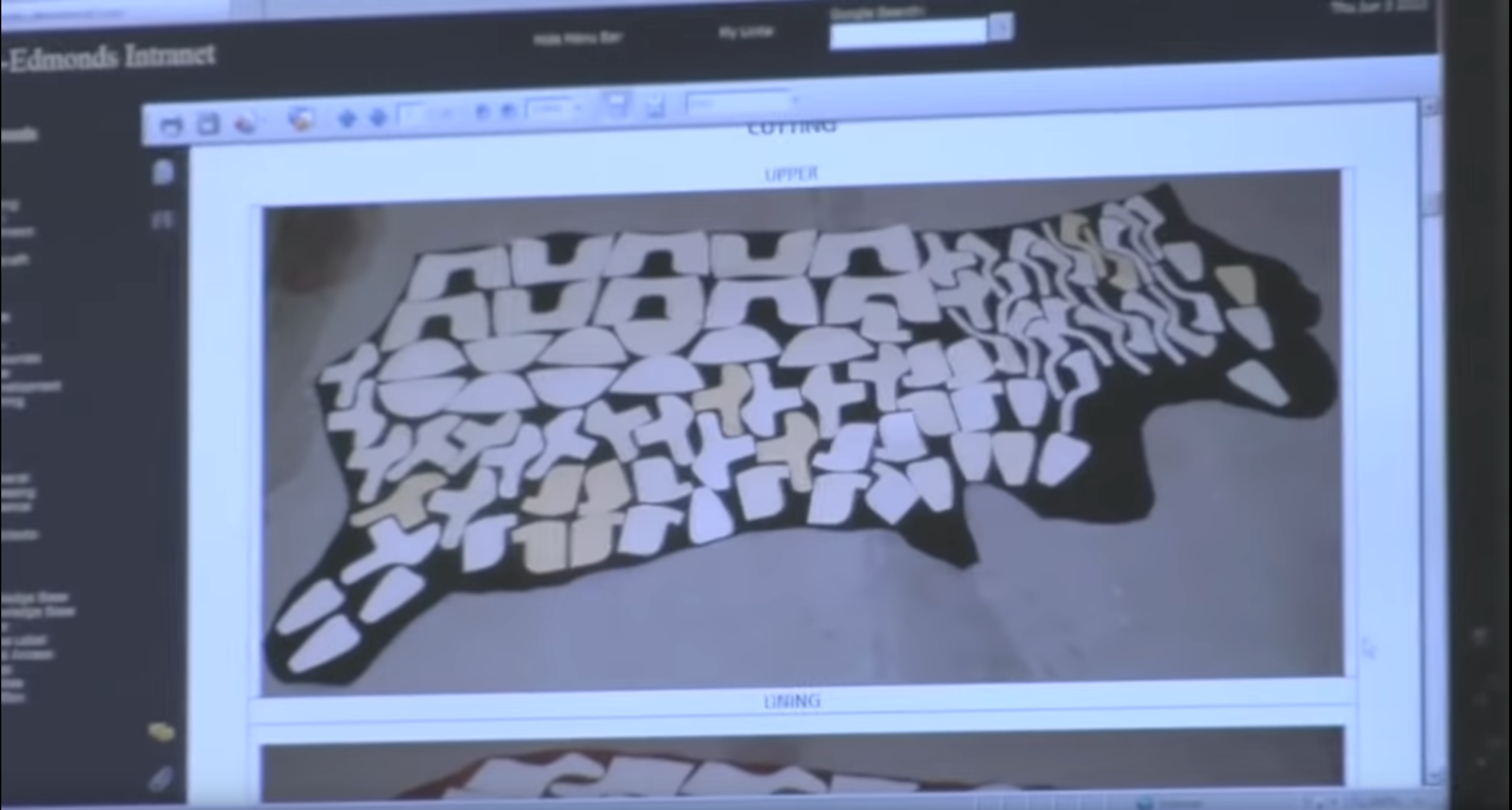
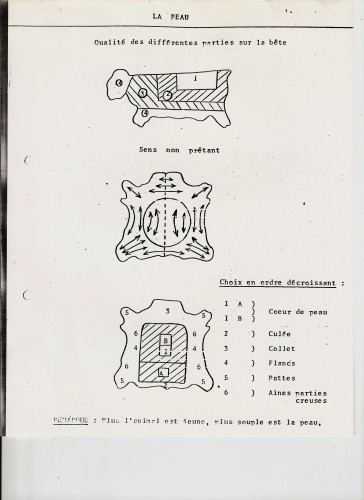
D'autres private label préfèrent sourcer eux-mêmes leur cuir mais ils ne contrôlent pas comment ces cuirs sont utilisés par l'usine. Car sachez qu'en plus de la différence dans la sélection des cuirs, les marques ne procèdent pas toutes de la même façon dans leur utilisation dudit cuir. Certaines parties d'un soulier sont plus visibles et donc considérées comme plus importantes que d'autres. Par exemple, le bout d'une chaussure ou sa claque sont les parties que tout le monde remarque et elles doivent donc être de la plus haute qualité. Or toutes les parties de la peau ne se valent pas, les bords ont général beaucoup de prêtant et ne sont pas adaptés pour le bout du soulier, ce dernier a tendance à provenir de la partie la plus serrée de la peau, à savoir la zone centrale. Plus vous vous éloignez du centre d'une peau moins le cuir devient uniforme, les flancs et le ventre ayant plus de souplesse et plus de défauts.
Supposons maintenant qu'une usine décide d’utiliser ses peaux (de catégorie 1) au maximum et produise avec chaque peau entre 9 et 10 paires de souliers en utilisant vraiment toute la peau avec un minimum de chutes. Prenons maintenant une seconde usine qui décide de faire une paire de souliers par peau (de catégorie 1), toutes les différentes parties du souliers vont prévenir des meilleurs parties de la peausserie. Dans les deux cas vous avez un soulier entièrement fait avec du cuir de catégorie 1 mais le second va coûter au moins le triple du premier et sera également de bien meilleure qualité. Prenons maintenant l'exemple d'une marque en private label, le propriétaire de la marque peut laisser des instructions à l'usine, et par exemple demander à ce que la claque de ses pompes proviennent du stock de peau en catégorie 1, les garants du stock de peau de catégories 2, les quartiers en peau de catégories 3 et la languette en déclassé et ainsi de suite. Rien ne garantis que cela sera suivi d'effet. Toutes les usines ne laissent d'ailleurs pas le choix quant à l'utilisation qui est faite des cuirs.
Par exemple il n'est pas rare d'entendre les private label qui font fabriquer chez Sendra de devoir renvoyer parfois plus de 50% des souliers qui leur sont livrés car ils sont inutilisables. Mais cela dépend cette fois du propriétaire et de ses exigences en matière de qualité, il peut très bien décider de garder ces paires pour vous les refiler. Et pour l'anecdote, beaucoup d'usines pour les lignes d'entrée et de milieu de gammes ne fabriquent pas des paires de souliers, mais elles fabriquent des pieds droits et des pieds gauches, qui sont ensuite assemblés en paire. Vous saisissez la nuance ? C'est pour cela qu'il arrive parfois qu'il y ait des différences de couleur/teinte entre un pied droit et un pied gauche, les deux chaussures n'ayant pas été faites dans la même peau. Ce qui veut dire qu’elles ne vont pas vieillir et marquer de la même façon.
Ce n’est pas le cas dans le haut de gamme ou quelques marques du haut milieu de gamme. Vous voyez maintenant les possibilités qui s’offrent aux marques en matière de fabrication et à quel point la qualité du cuir d'une chaussure est un concept délicat à appréhender car il y a énormément de paramètres qui entrent en compte. Vous voyez également comment il est très facile pour une marque d’utiliser le marketing à son avantage en prétendant utiliser des cuirs “renommés” pour en réalité vous refilez du catégorie 3 de chez Annonay dont la moindre chute veineuse va être utilisée.


Mais au fait, c'est quoi un cuir de qualité ?
Tout dépend de l'utilisation qui en est faite. On ne va pas chercher à avoir les mêmes qualités pour faire une trépointe, une semelle, un contrefort ou une tige. Dans le cadre de la tige il s'agit d'un cuir pleine fleur, les cuirs rectifiés, la croûte de cuir ne sont pas qualitatifs pour cet usage et sont à éviter à tout prix. Du cuir c'est de la peau qui a été rendue imputrescible par le tannage. Cette peau est celle d'un animal vivant et elle est donc sujette à toutes les agressions que l'on peut imaginer, c'est là que la qualité d'un cuir va se déterminer. Est-ce que l'animal est bien nourri, a de l'espace pour vivre mais il y a aussi des éléments difficilement contrôlables, par exemple le varron. Il s'agit d'une mouche dont la larve parasite plusieurs mammifères dont les vaches, chèvres, cerfs.... Sans entrer dans les détails vétérinaires les varrons vivent sous la peau de l'animal et une fois arrivés à maturité vont la percer pour en sortir, ces trous sont appelés varrons comme le parasite. Les varrons mal guéris diminuent la résistance du cuir et le rendent perméable à l'eau. À contrario, les varrons bien cicatrisés ne diminuent pas sensiblement la qualité du cuir, à moins qu’ils ne se trouvent en trop grand nombre.
Vous l'avez compris, il y a des centaines de facteurs qui vont avoir une influence sur la qualité d'un cuir, de l'élevage, en passant par le tannage et en allant jusqu'au stockage. Il est virtuellement impossible d'expliquer tous les tenants et aboutissants de ce qu'un bon cuir se doit d'être et encore moins d'expliquer la qualité d'un cuir en photo. La façon la plus simple pour comprendre ce qui se fait en matière de cuir est d'aller dans une boutique de chaussure d'entrée de gamme (moins de 200 euros) et d'aller ensuite chez LVMH ou chez Hermès, regardez les produits en cuir qui dépassent le millier d'euros. Comparez le toucher et l'aspect des cuirs, si vous ne voyez pas de différence, vous pouvez passer le reste de votre vie dans des pompes Atemi de merde, c'est tout ce que vous méritez.
Observez également bien la teinte du cuir, cette dernière doit être profonde, elle doit offrir de beaux reflets. Le plus important pour vous est d'avoir un cuir qui soit en adéquation avec le prix payé et qui ne compromette pas l'intégrité de la chaussure dans le temps. Apprenez à reconnaître les défauts qui sont rédhibitoires des défauts qui sont mineurs ou uniquement cosmétiques. Il s'agit d'un savoir qui s'acquiert avec le temps et il est difficile de le faire en ligne, les photos étant insuffisante, néanmoins vous pouvez trouver quelques exemples très intéressants ici : https://imgur.com/gallery/IADQu/new
Si vous avez des doutes demandez à voir d'autres paires, il est possible dans une boutique d'entrée de gamme de trouver quelques chaussures qui vont avoir un cuir meilleur que d'autres, c'est plus l'exception que la norme, mais c'est toujours possible. Le cas échéant, tentez de négocier une petite réduction si vous voyez un défaut cosmétique criant sans influence sur la longévité du cuir. Soyez également intelligents et réalistes, aujourd'hui certaines maisons vendent des cuirs de catégorie 1 qui il y a 30 ans passaient tout juste pour du catégorie 3. Il ne s'agit pas de les excuser, mais simplement de constater que la qualité globale du cuir est en baisse et qu'il faut s'adapter en conséquence, espérer avoir un cuir immaculé sur une paire de pompes à 200 euros est aussi improbable que voir Crompton payer un costume avec son argent.


Les types de cuirs et leurs avantages/inconvénients.
Cet aperçu est surtout destiné à présenter de façon rapide les cuirs existants sur le marché et à donner quelques explications basiques quant à leur nature. Il ne s'agit en aucun cas d'une guide complet, le but est de vous donner des clefs de lecture et de vous permettre de faire certains choix en connaissance de cause.
Tout d'abord il existe principalement deux types de tannages, le tannage au chrome et le tannage végétal. Mais il existe également d'autres processus comme le tannage mixte par exemple, qui mélange les deux techniques.

Le tannage est une étape extrêmement importante dans la transformation d'une peau en cuir, c'est aussi un processus complexe qui pourrait faire l'objet de plusieurs articles à lui seul. Il existe des tanneries surfaites, des tanneries sous-estimées, de bonne tanneries comme de mauvaises tanneries, bref c'est un milieu très vaste et complexe.
En ce qui concerne le tannage en lui même sachez simplement que le tannage au chrome est beaucoup plus rapide à faire (d'un à plusieurs jours), qu'il produit un cuir plus résistant à l'eau mais également plus rigide et que les possibilités de teinte sont vastes. Le tannage végétal est quant à lui plus long (de quelques jours à quelques mois), il produit un cuir plus souple, moins résistant à l'eau, qui se patine naturellement dans le temps mais avec des teintes de base plus limitées. Il est virtuellement impossible de faire la différence entre les deux techniques lorsque vous êtes en boutique.

Nous n'allons mentionner que les plus communs, sachez qu’il en existe beaucoup d’autres comme le cuir de chèvre, porc, voire encore les cuirs dit exotiques (galuchat, lézard, crocodile, baleine…) mais leur utilisation étant assez spécifique cela ne présente que peu d'intérêt ici. Le calf skin correspond à un cuir de veau, c’est le principal type de cuir utilisé dans l’industrie du soulier et il existe dans différentes formes. Box, crust…


Le box calf est un cuir de veau tanné au chrome, c’est le cuir “standard”. Historiquement le box calf est teinté en noir et le willow calf est teinté en marron, cette distinction est aujourd'hui perdue et box calf désigne simplement un cuir de veau teinté dans la masse. Il est lisse et assez rigide. Il est également considéré plus résistant et durable que son homologue le crust calf. Le crust calf est un cuir de veau non teinté dans la masse. Il est laissé intentionnellement de couleur naturelle afin de permettre un processus de coloration après coup (patine). Du fait de l’absence de teinture il est plus difficile de masquer les petites imperfections de la peau. C’est un cuir qui est donc moins cher à produire et que l’on retrouve chez beaucoup de marques qui veulent augmenter leur marge en loucedé. “C’est trop cool le crust, tu peux patiner ta paire toi même, ou mieux on la donne à un barbouilleur et tu as l’air d’un clown”. Certaines marques (coucou 7L) poussent le vice encore plus loin et vendent au même prix les paires déjà patinées et les paires laissées brutes pour que le client puisse les patiner lui même. Si vous voulez faire de la patine achetez des pompes en marron clair, ça se décape bien et ça coupe l’herbe sous le pieds aux profiteurs.


Cuir suede, daim, veau velours, nubuck... Ces termes sont utilisés de façon interchangeables par les ploucs alors qu'il est question de deux choses différentes. Le cuir de daim n'existe plus, quand on parle d'un cuir suede c'est en fait un anglicisme. En anglais on distingue entre full grain suede et split grain suede. En Français on parle alors de nubuck et de velours. Le cuir nubuck est un cuir de grande qualité dont le coté fleur a été légèrement poncé en surface, le cuir velours est un cuir qui a trop de défauts pour être utilisé du coté fleur et il est donc utilisé coté chair.
Il est le plus souvent poncé, voir même parfois refendu (splitting en Anglais, d'où l'appellation split grain). Les ploucs ont tendance à croire que velours ou le nubuck sont des cuirs fragiles, alors que c'est tout le contraire. Il s'agit de cuirs résistants qu'il est incroyablement facile à entretenir. L'utilisation du nubuck est assez rare, il s'agit d'un cuir qui est en général beaucoup plus cher que le velours.


Le cuir grainé, il s'agit d'un cuir à mon sens un peu surestimé, ce n'est ni plus ni moins que du box calf passé sous presse afin de lui imprimer un motif. Le grainage permet de masquer les potentiels défauts de la peausserie et il s'agit donc assez souvent de cuirs de qualité inférieure. Ce n'est pas pour rien que beaucoup de modèles d'entrée de gamme sont d'inspiration “rustique” et utilisent du grainé pour faire baisser les coûts.

Le cordovan, c’est du cuir de cul de cheval. Il s'agit d'un cuir gras très résistant et facile d’entretien qui a tendance à se lustrer facilement et qui produit des vaguelettes. Son prix élevé s'explique en raison du peu de tanneries qui en produisent, afin de permettre au cordovan d'être accessible au plus grand nombre, sauvons les boucheries chevalines.


Le cuir rectifié (également trouvable sous les appellations vernis, patent, bookbinder calf, polido) est un cuir de merde. Il s'agit tellement d'un cuir de merde qu'il a été souvent été poncé et ensuite recouvert d'une couche de plastique ou autre matière synthétique afin d'en masquer tous les défauts et de le rendre brillant. En réalité il s’agit même parfois d’une croûte de cuir retravaillée, c’est autant du carton que la boite qui accompagne les chaussures.
Cet ersatz de cuir est par définition totalement imperméable (c'est pratique les jours de pluie cela dit) et il n'absorbe donc pas les produits d'entretien. Il est très sensible aux rayures et finira invariablement par craquer sur la claque, la durée de vie est donc...limitée. À ne pas acheter à moins que vous soyez une femme, une célébrité noire ou Hercule Poirot.



La construction, la transformation d’une peau en chaussure.
Il existe plusieurs types de constructions, toutes regroupées sous des noms différents, à savoir Goodyear, Blake, Norvégien. Avant d’élaborer plus en détail sur ces montages il est impératif d’expliquer que ces noms ne décrivent qu’une technique, par exemple tous les montages Goodyear sont fabriqués selon plus ou moins la même technique, mais cela ne veut pas dire qu’ils sont fabriqué avec le même niveau d’exigence.
C’est exactement comme se faire sucer, techniquement c’est toujours la même chose, mais le niveau d’exécution fait toute la différence, c’est pourtant pas difficile à comprendre mais visiblement ça ne veut pas rentrer. Généralement dès que l’on commence à mentionner les questions de densité ou régularité de couture, type de fil (lin, chanvre, nylon, polyester, kevlar, poissé ou non…), tension de fil les gens décrochent car c’est “trop technique” alors que ce sont ces détails qui vont en partie dicter la qualité de votre montage.
De plus les singes savants de l’internet ont tendance à faire leur raisonnement sur les différents montages de façon abstraite, alors qu’au contraire il s’agit d’une question très concrète. Débattre en dehors de tout contexte de la supériorité d’un montage par rapport à un autre est purement et simplement débile. “Gnégnégné le Goodyear c’est mieux parce que c’est structurellement plus résistant...” est assez souvent le genre de réflexion que l’on entend. Un bon Goodyear sur une tige de merde, ça va toujours faire une chaussure de merde. Je ne vois pas l’intérêt de pouvoir faire ressemeler une chaussure 5 fois, si la tige est cuite au bout de quelques années. Et à l’heure actuelle autant vous dire qu’il y a beaucoup de tiges de merde sur le marché…. De plus qui fait réellement ressemeler un soulier plus de 3 ou 4 fois ? Qui ? Une minorité infime de personnes. En réalité, je doute que beaucoup de gens fassent ressemeler leurs souliers plus d’une à deux fois….
Et encore. Il y a une imposture marketing incroyable autours de la construction des souliers… Certes certaines techniques sont supérieures à d’autres, mais comme il est souvent dit, mieux vaut un bon Blake qu’un mauvais Goodyear. De la même façon je préfère un excellent montage Goodyear à un montage trépointe bâclé. Le plus important est d’avoir une construction qui soit bien faite et qui corresponde à votre utilisation, les appellations ne sont que secondaires.
Il existe plusieurs types de montages mais non n’allons aborder que les plus connus.
Le cousu trépointe
Le cousu trépointe est réalisé surtout en botterie et est normalement fait à la main avec un fil de lin ou de chanvre poissé, bien que cet article ne traite pas de l’artisanat bottier il est important de comprendre ce qu’est le cousu trépointe pour comprendre comment fonctionne son alternative industrielle, le cousu Goodyear, qui est réalisé par la machine qui porte le même nom. La majorité des observations faites pour le cousu trépointe vont donc être valables pour le cousu Goodyear.

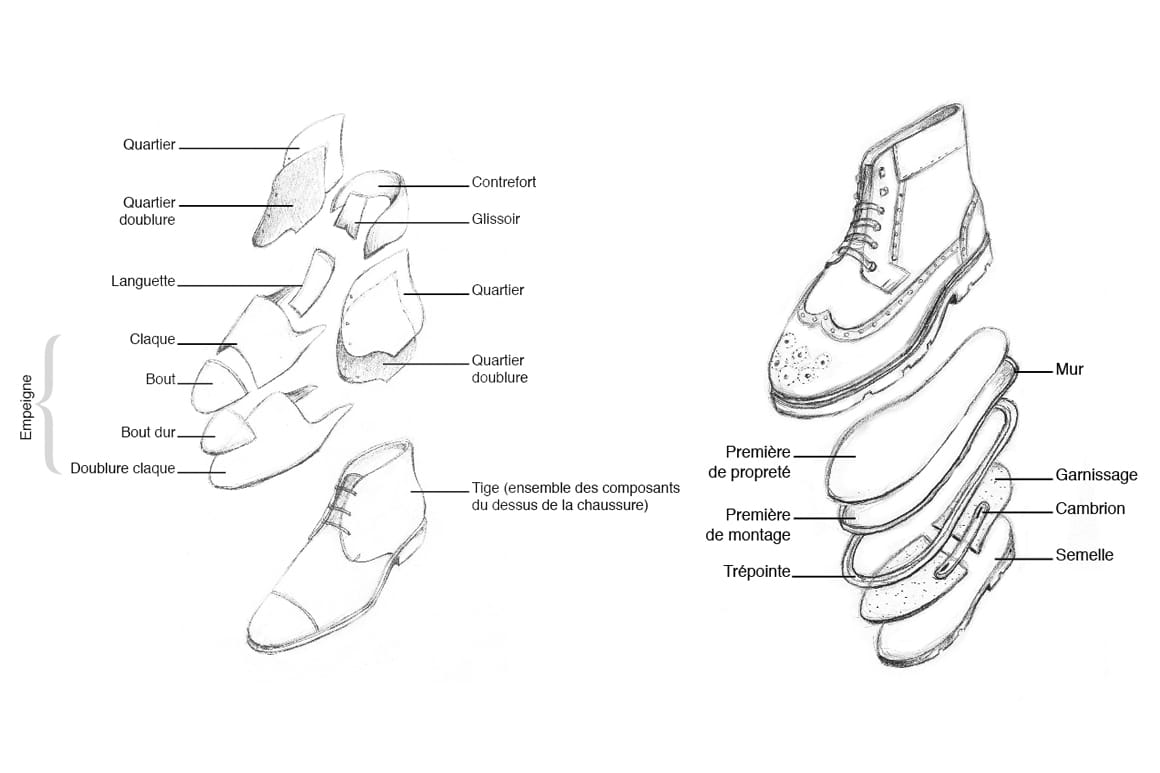
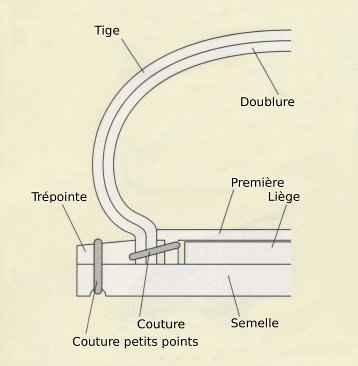
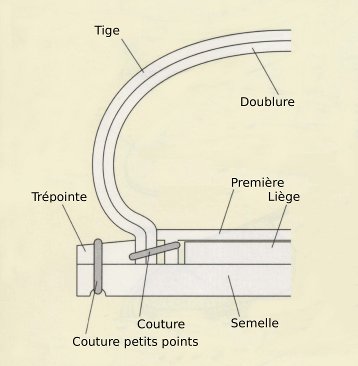
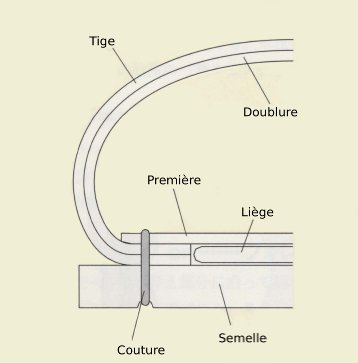
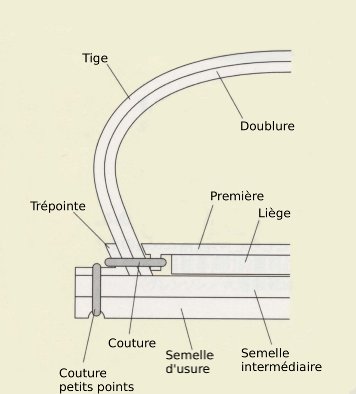
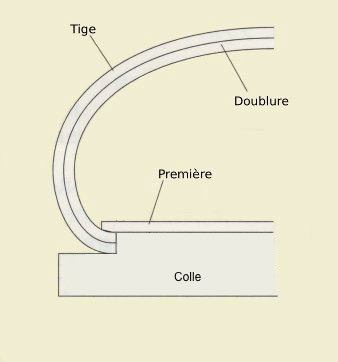
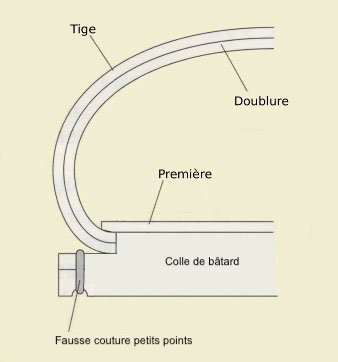
Le cousu trépointe tient son nom de la trépointe, il s’agit d’un morceau de cuir qui sert à relier la tige à la première de montage (partie intérieure du soulier) et à la semelle d’usure (partie extérieure du soulier). Le montage est réalisé en deux étapes, tout d’abord la trépointe est cousue à la tige et la première (cette couture sera invisible aux yeux du client). La trépointe et la semelle sont ensuite cousues ensemble, grâce à la couture dite “petits points” en ayant au préalable prit soin d’avoir effectué d’autres étapes (pose du cambrion, du rempli…).


Il existe deux variantes du cousu trépointe, d’une part le cousu dit en naturel où les points de piqûre de la semelle sont laissés à découvert et d’autre part le cousu en lisse collante où la trépointe est cousue de façon à pouvoir dissimuler les points de piqûre de la semelle. Ces deux variantes peuvent être présentes sur un même soulier avec notamment un cousu en naturel pour le devant et un cousu en lisse collante en cambrure, ce qui est une finition particulièrement apprécié des amateurs car normalement réservée à la fabrication main.

Le cousu trépointe est réputé solide et permet d’envisager plusieurs ressemelage sans problème. Il est bon de noter que certaines marques, notamment chez les Italiens et leur fameux “tutto fatto a mano” (à prononcer avec un trémolo dans la voix et des gestes des mains) mais c’est aussi valable pour une marque Hongroise très connue, prétendent réaliser un cousu trépointe alors que seule la couture de la trépointe est, mal, réalisée à la main. Cette dernière étant invisible il est dès lors très facile d’expédier cette couture en moins de 20 minutes par soulier alors qu’il en faut le double à un bottier consciencieux. La couture petits points étant beaucoup plus longue à réaliser (plusieurs heures à la main pour un bottier) et étant visible elle est très souvent réalisée par ces marques à la machine par gain de temps. Mais ils se gardent évidemment de vous le dire, l’attrait du “fait main” du point de vue marketing étant évident.

Le cousu Goodyear (abrégé GW)
Il s'agit simplement de la réalisation industrielle du montage cousu trépointe évoqué précédemment. La machine GW inventée par James Hanan a permis d’augmenter la cadence de production des souliers, le brevet a ensuite été racheté par Charles Goodyear, qui en a également financé l’amélioration, on connaît la suite. Comme il a été expliqué plus haut il ne s’agit que d’une technique, la réalité de sa réalisation est très variable. Certaines marques font d’excellents Goodyear (Edward Green, Jacques et Déméter via Malinge alors que d’autres font des Goodyear minables (Meermin, Alden...). Mais cela peut varier au sein même d’une marque tout dépend de la compétence de l’ouvrier et des réglages de la machine GW. Une belle couture doit être régulière et bien au milieu de la trépointe. S’agissant d’une technique industrielle, son principal intérêt est le gain de temps. Pour augmenter encore ce dernier le cousu Goodyear est souvent couplé à un mur de montage qui est le plus souvent collé, on parle alors de mur rapporté mais nous allons y revenir plus tard.
Contrairement au cousu trépointe le cousu Goodyear ne permet pas l’utilisation de fil poissé. Techniquement il est possible pour la machine GW d’utiliser un fil poissé mais la pois encrasse la machine et l’endommage. Il est donc nécessaire de nettoyer la machine quotidiennement et à ma connaissance les usines préfèrent simplement éviter d’utiliser du fil poissé. Le montage trépointe/Goodyear a tendance à être assez rigide et demande donc un temps d’adaptation au porteur, là où le cousu Blake va être plus souple. Il peut également être réalisé en rainette ou sous gravure. Dans le premier cas une rainette est creusée dans le semelle d’usure et la couture va rester visible et va donc être exposée aux éléments, le GW rainette se voit surtout chez les marques d’entrée de gamme, mais il se trouve aussi chez C&J ce qui est inacceptable dans leur gamme de prix. Le cousu sous gravure est une variante où la couture est protégée, cachée par la semelle d’usure. Il arrive que la gravure ne soit pas assez profonde (Meermin, TLB…) et dans ce cas il faut faire poser un patin rapidement.



Le cousu Goodyear storm welt
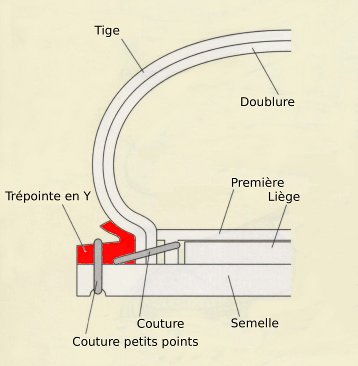
Il s’agit d’une variante du cousu Goodyear destinée à être plus étanche. Dans cette variante la trépointe est fendue pour lui donner une section en “Y”. Imaginez ce Y couché sur le coté comme ceci : —< La partie basse de la trépointe va avoir la même utilisation que sur un cousu Goodyear normal, à savoir la réalisation de la couture latérale interne. La partie haute de la trépointe va venir se plaquer à l'extérieur, contre la tige et apporter un surcroît d'étanchéité. Ce montage est facilement reconnaissable au “bourrelet” qu’il forme. Certaines marques utilisent parfois une trépointe dentelée pour des raisons esthétiques ou pour essayer de faire croire à un cousu Norvégien, quand d’autres mettent une fausse storm welt sur un montage collé ou un Blake.
Le Cousu baraquette
Il s’agit d’une variante sur base Goodyear ou Norvégien, normalement la trépointe s’arrête au talon mais il arrive que la trépointe fasse le tour du talon, on parle alors de montage baraquette ou de talon baraquette. C’est un montage qui a tendance à rendre la ligne un peu plus lourde et qui était très populaire, il est devenu assez rare et se croise surtout en mesure bien que certaines marques de prêt à porter l’utilisent encore.
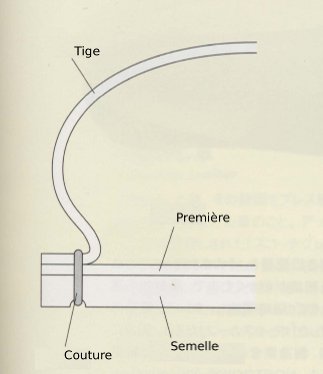
Le cousu Blake
Il s’agit de l’appellation industrielle du cousu de dehors en dedans qu’on retrouve en botterie. La couture Blake tient son nom de la machine inventée par Lyman Reed Blake, ce qui est une information qui ne vous sert strictement à rien, si ce n’est à briller dans les dîners mondain. On le trouve de façon occasionnelle désigné sous le nom de cousu “McKay”, du nom de l'industriel qui avait racheté le brevet de Blake pour fabriquer et vendre sa machine à coudre mais cela est rare. Dans ce montage, la tige, la première et la semelle d'usure sont reliées par une seule couture, ce qui en fait un montage très simple à réaliser. Le montage Blake a la réputation d’être moins résistant et moins étanche que le GW, ce qui est correct mais comme cela a déjà été expliqué, il ne s’agit que d’une technique avec différentes qualités de réalisation. Il existe d’excellents montages Blake (Aubercy, Jacques et Déméter via Malinge, Santoni...) et d’autres qui sont littéralement immondes (beaucoup trop de marques pour les nommer...).
Un bon montage Blake doit être réalisé avec deux fils en point de navette sous gravure afin de protéger au mieux la seule couture qui assure l’intégrité de votre soulier. Pour plus de rigidité et de longévité il est idéal de faire placer un patin, même si le cousu a été fait sous gravure, de cette façon vous augmentez considérablement la durée de vie de votre soulier en évitant les ressemelages.
Le plus grand avantage du cousu Blake réside dans sa capacité à produire des souliers fins ou effilés ainsi que dans sa souplesse. L’inconvénient majeur du cousu Blake réside dans sa moins grande tolérance au ressemelage, d’où l’intérêt du patin. Avec la machine Blake, le cordonnier pique en aveugle, la rainette ou la gravure étant seulement visible, il est donc impossible de savoir s’il repasse dans les même trous, ce qui fragilise la tige. Au fil des ans les ressemelages successifs peuvent littéralement couper la tige, toutefois il est parfaitement possible de réparer cette dernière et encore une fois, mettez un patin bordel. Au passage, cet inconvénient existe aussi sur le montage Goodyear, rares sont les cordonniers qui prennent la peine de repasser dans les mêmes trous…
Le Blake rapid
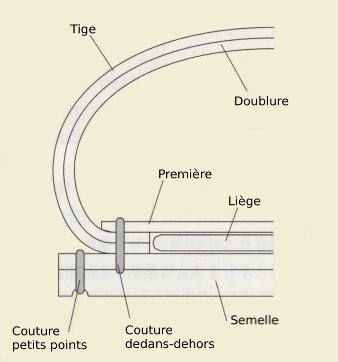
Il s’agit d’une variante du cousu Blake. Extérieurement ce montage peut ressembler à un cousu trépointe/Goodyear en raison de la présence d’une couture petit point. Par rapport au Blake on ajoute une semelle intermédiaire qui se situe entre la première de propreté et la semelle d’usure. La couture principale va venir lier ensemble la tige, la première de propreté et cette semelle intermédiaire alors que la couture petits points sert à lier la semelle d’usure et l’intermédiaire. Certains disent que le but est de faire passer un Blake pour un Goodyear… et ils n’ont pas tort.
Le cousu Norvégien (et ses nombreux dérivés)
Le cousu Norvégien est réputé pour sa bonne étanchéité, c’est un montage technique à réaliser qui est donc assez coûteux. Il est généralement présent sur des chaussures qui se destinent à une utilisation rurale bien que certaines paires l’adoptent pour des raisons purement esthétiques. Il s’agit comme du cousu Goodyear d’un montage à deux coutures, mais à l’inverse du GW les deux coutures sont visibles. Il existe un grand nombre de variantes du cousu Norvégien (avec trépointe, sans trépointe, tressé…).


Le cousu sandalette
C’est un montage qui est extrêmement simple à réaliser et donc également très peu coûteux. La tige est simplement rabattue vers l’extérieur sur la première. L’ ensemble tige/première/semelle d’usure est ensuite lié par une couture en point de chaînette. C’est un montage qui est structurellement assez peu résistant mais qui est parfois rencontré sur de mauvaises chaussures habillées d’entrée de gamme.
Les montages collés, injectés, vulcanisés…
Beaucoup de marques généralistes utilisent ces montages, la tige et la semelle ne sont pas cousues, mais collés. Ce procédé a l'avantage d'être rapide et peu coûteux, mais ne laisse aucune possibilité de réparation pour prolonger la durée de vie de la chaussure. Il y a différentes façons de faire un montage collé, mais sincèrement cela n’a pas grande importance puisque c’est de la merde.
Les montages de bâtard
Constitue un montage de bâtard tout montage qui tente de se faire passer pour ce qu’il n’est pas, bien souvent il s’agit de faire passer un Blake ou un montage soudé pour du Goodyear mais il y aussi les fausses storm welt, les faux cousus Norvégien… Cette catégorie éclectique est en train d’être examinée par l’académie royale de botterie du Sartorialand afin que son appellation devienne officielle et puisse enfin être utilisée telle quelle par toutes les marques qui le désirent. Un championnat du monde des “meilleurs montages de bâtard” sera organisé en 2022 avec à sa tête un beau jury de bâtards, à savoir Kiri fondateur du Projet du Cintre, Simon Crouton, Justine du Snob de la Pompe, et enfin, last but not least monsieur H, le Gentilhomme de Paname. Cheers les cons.






Build the wall ! La polémique autours des murs... de montage.
Évoquons maintenant la question des murs de montage sur le cousu Goodyear (le principe est le même en cousu trépointe/Norvégien). La première de montage sert littéralement de fondation à votre chaussure, c’est une pièce déterminante en matière de qualité et durabilité. Les différentes parties du soulier viennent y être assemblées par différents procédés. Il est donc important que la première de montage soit en cuir (certaines marques sans scrupules utilisent du salpa) et qu’elle soit bien épaisse afin d’être résistante tout en ayant une certaine souplesse afin de ne pas trop rigidifier le montage. Sa tenue est faite par la couture Goodyear d'un côté sur la trépointe, de l'autre côté, dans le mur de la première de montage.
Ce mur est construit de plusieurs façons. En mesure il est fabriqué par une incision faite au tranchet dans la première de montage, cette incision est ensuite repliée de façon à former un mur. On parle alors d’un mur gravé. Il s’agit d’une opération délicate qui demande beaucoup de temps et qui suppose d’avoir une première de montage suffisamment épaisse, et donc plus coûteuse. Historiquement il s’agissait du seul processus utilisé dans l’industrie (le tranchet était remplacé par une machine) jusque dans les années 1900. Les industriels de l’époque avaient tendance à couper un mur de montage trop fin, puisque cela permet d’utiliser une première plus fine et donc d’économiser de l’argent, l’angle de la coupure et l’orientation des fibres du cuir repoussées avaient tendance à créer des problèmes. Le mur de montage s’en trouvait fragilisé et il n’était pas rare que ce dernier casse.
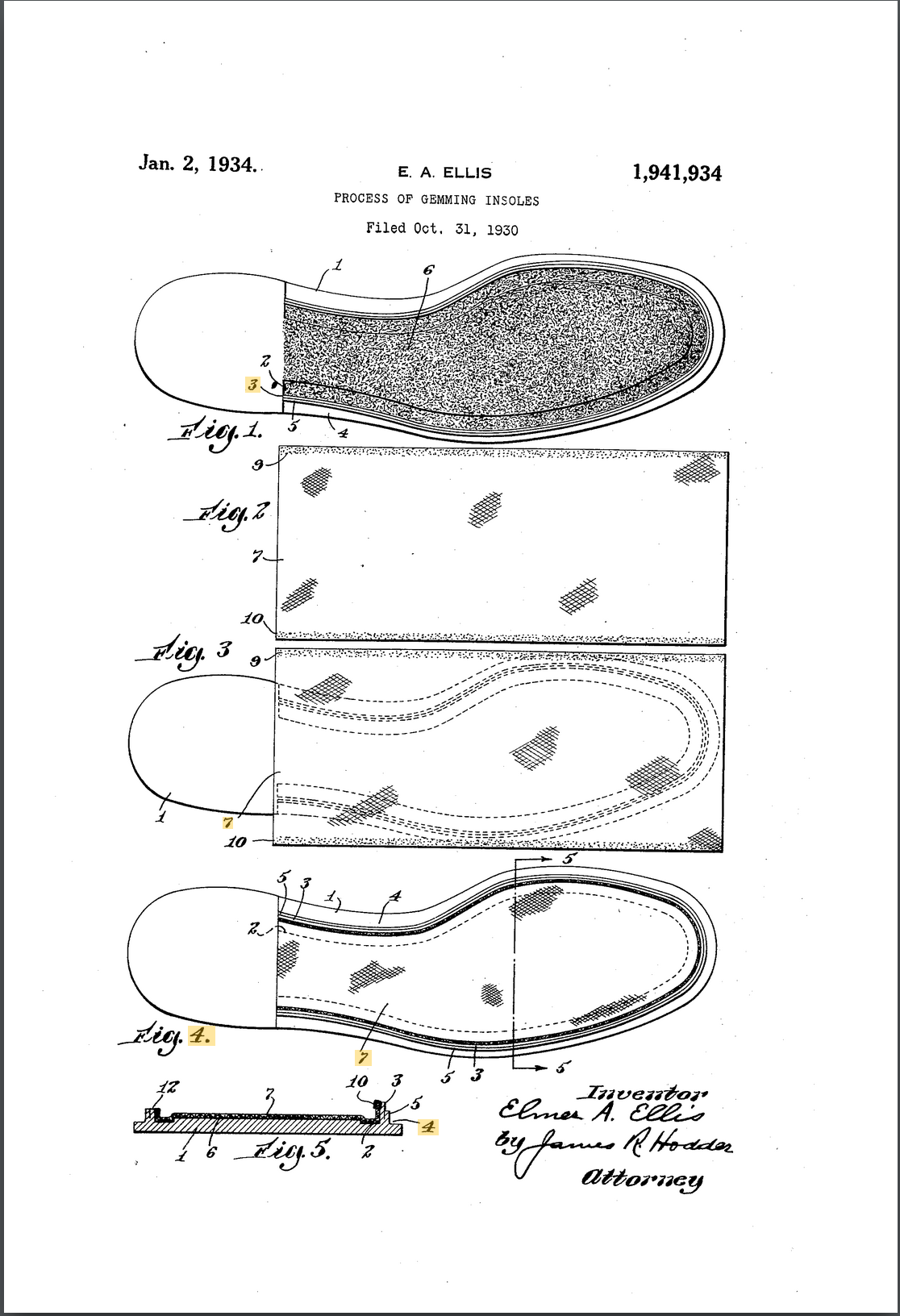
La solution a été d’ajouter un morceau de tissu dont le bord était relevé, qui était collé sur la première de montage et qui venait soutenir le mur gravé. On parle du processus de gemming en Anglais, qui se traduit par entoilage. Ce processus a connu plusieurs versions, il a fallu travailler sur les types de colles, de tissu…. Il existe une multitude de brevets sur la question, dont plusieurs déposés par un certain Elmer A Ellis dans les années 30/40, il est également l’inventeur d’une machine à entoiler (US1941934A, US2193584A, US2101987A si cela vous intéresse). Depuis les brevets continuent de se succéder (US5195255A en 1990 par exemple) mais le processus a beaucoup évolué et recouvre maintenant une très grande variété de techniques qui sont plus ou moins qualitatives, nous allons y venir dans un instant.
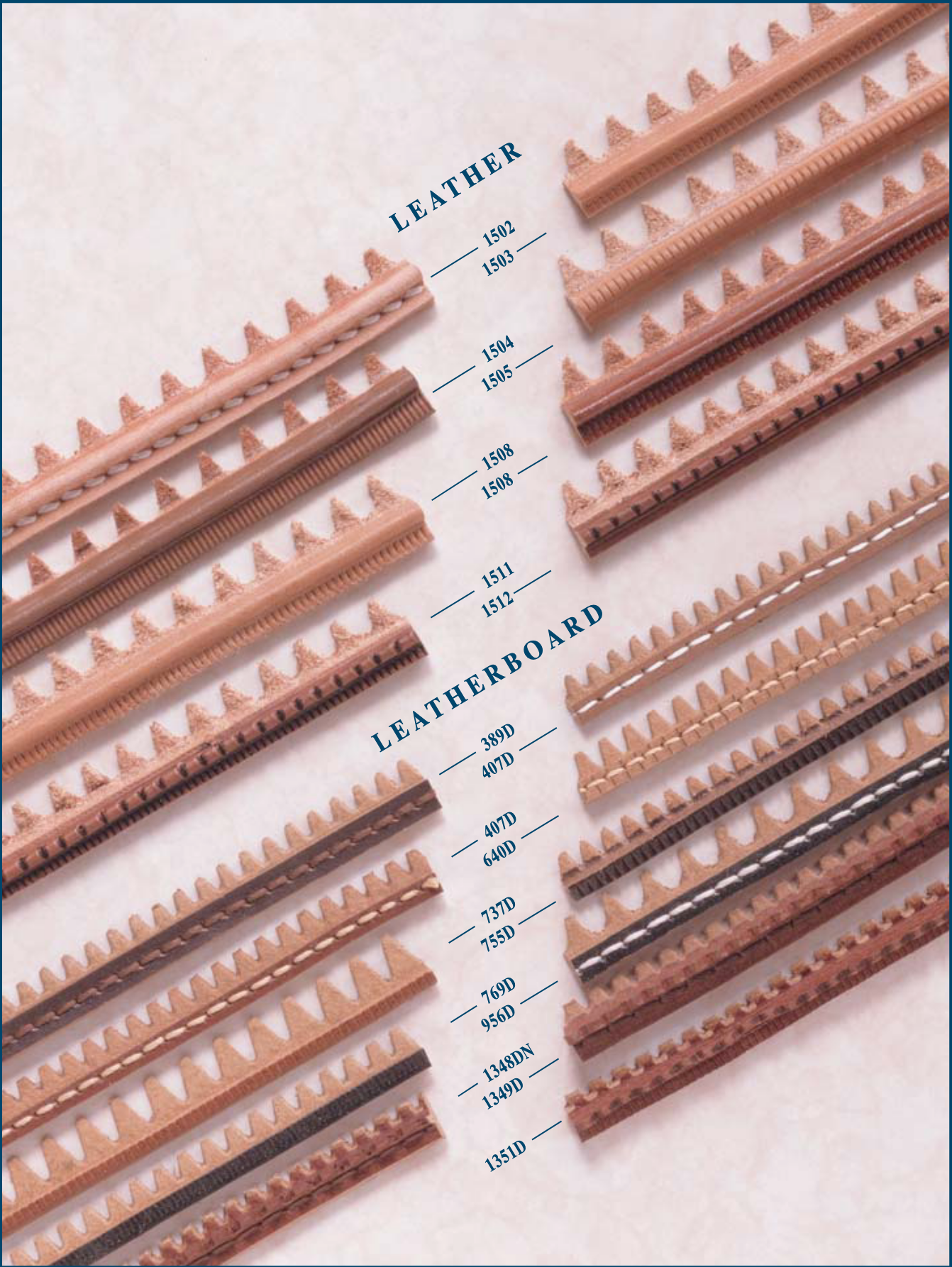
Actuellement dans l’industrie il existe plusieurs types de murs, il est possible de les regrouper en 3 grandes catégories. Les murs collés (aussi appelés rapportés), les murs gravés et enfin les murs mixtes.
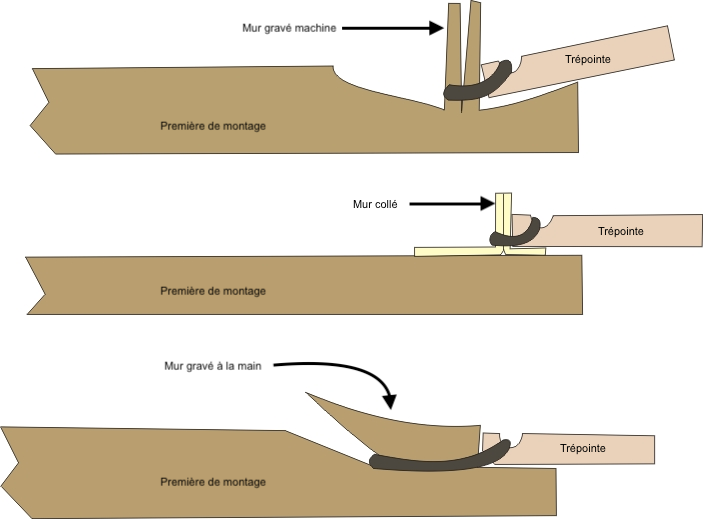


Les murs collés sont les plus utilisés et trouvent leur origine dans la technique du gemming évoquée plus haut. Il n’a pas fallu longtemps pour que des petits malins avides de profits réalisent qu’en renforçant le tissu avec une matière thermoplastique pour la fabrication du mur il était possible de se débarrasser totalement du mur gravé en cuir. Le renfort en tissu qui était destiné à supporter le mur en cuir est devenu le mur principal. C’est ça qu’on appelle un mur collé, une pièce de tissu qui est collée sur la première de montage et qui possède un renfort en thermoplastique pour le mur, il n’y a pas de cuir. Il existe plusieurs façons de réaliser un mur collé, la pièce de tissu peut être plus ou moins large, et le mur peut être plus ou moins haut et épais. Il est évident que plus la pièce de tissu est substantielle plus le montage est “solide”. Il existe ensuite le montage dit cousu collé, il s’agit d’une variante dans laquelle la pièce de tissu en plus d’être collée à la première est également cousue pour plus de solidité. Cette solution est proposée par Malinge à ses clients en private label par exemple


Vous savez déjà ce qu’est un mur gravé, opération qui est réalisée à la machine pour toutes les marques de prêt à porter, avec l’exception peut être du modèle Chasse chez Weston.



Les murs mixtes sont comme leur nom l’indique composés d’un mur gravé en cuir et d’un mur collé en tissu. Le mur collé en tissu servant de support et de renfort. Certains fabricants (Malinge par exemple) ont la possibilité de faire un double mur gravé, avec un entoilage en supplément. Il arrive que certaines marques proposent plusieurs types de murs en fonction de leur cahier des charges, le plus grand écart étant réalisé par Weston qui produit à la fois des murs collés bien fins et fragiles comme des murs mixtes et enfin le très bon mur gravé de la Chasse.


La question des murs de montage fait l’objet d’un débat depuis plusieurs années. Étrangement les marques qui proposent des murs collés (l’écrasante majorité) s’obstinent à dire que cela ne fait pas de différence. Alors que les marques qui proposent des murs gravés ou mixtes expliquent le contraire, au point pour certaines (Viberg, Bridlen) d’en faire un argument marketing majeur. La vérité est entre les deux, mais autant le dire tout de suite, les murs qui ne sont que collés sont de la merde.
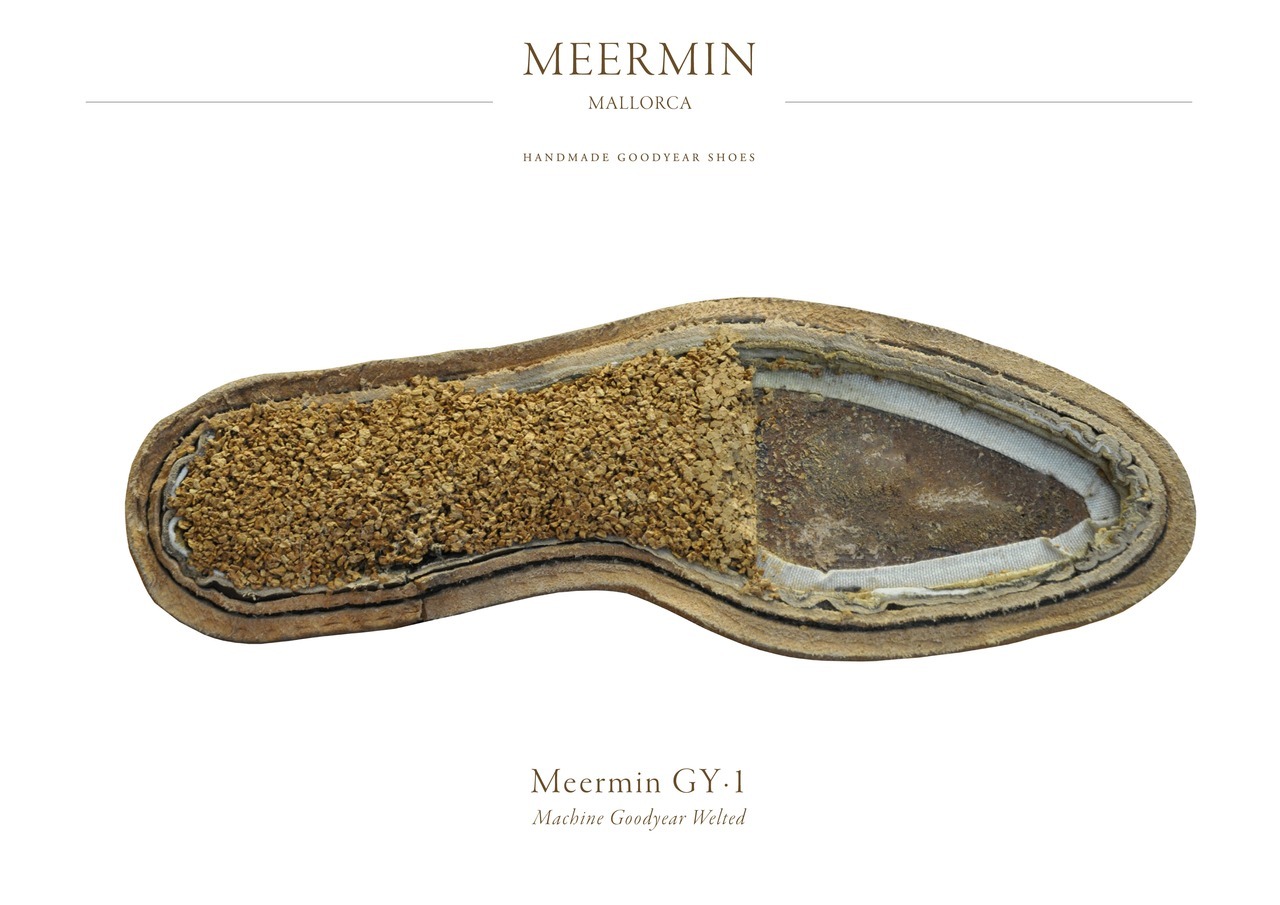
Les marques n’ont qu’une connaissance très parcellaire de la façon dont leurs chaussures vieillissent, il faut l’savoir. Seules les marques de luxe à la Lobb, Weston... offrent un service de suivi et d’atelier de réparation, encore que très souvent cela soit sous-traité à des cordonniers indépendants. Les autres fabricants eux se contentent de faire des économies et s’en foutent bien de savoir ce qui arrive après qu’ils aient vendu la paire. Quand ils disent qu'il n'y a pas de problème intrinsèque avec les murs collés, c'est bien évidemment faux. Les murs collés posent des problèmes avec les embauchoirs trop grands par exemple. S’ils ne sont pas adaptés les embauchoir génériques à ressort poussent parfois trop sur les côtés, l’excès de tension va déformer le soulier et surtout risque de décoller le mur de montage, entraînant une remontée de la trépointe contre les flancs. C’est possiblement réparable mais le coût va être prohibitif… En admettant que vous utilisiez des embauchoirs adaptés, vous n’êtes pas pour autant à l’abri des problèmes. Avec l’usage et l’humidité les murs rapportés risquent de se déchirer, de se décoller, de bouger… Ce qui est d’autant plus vrai une fois que le rempli en pâte de liège va commencer à vieillir. Je ne vais même pas élaborer sur la question de la pâte de liège, traditionnellement les fabricants utilisaient de la feuille de liège, mais même ça c’est devenu “trop cher”.
Il est donc préférable de pratiquer une bonne rotation des paires avec un mur collé. Dans certains cas il est possible de réparer, c’est alors une opération qui coûte cher, mais dans les pires situations il est nécessaire de remettre le soulier sur forme… c’est aussi probable que de trouver des neurones chez un gauchiste.
Les murs collés et cousus sont beaucoup moins susceptibles de défaillances prématurées, mais dans la durée restent inférieurs aux murs gravés et mixtes car la colle ou le tissu finiront bien par se désagréger, vous avez quand même le temps de voir venir. Les murs gravés et mixtes sont définitivement supérieurs, à condition d’avoir été bien fait, mais ils ont l’inconvénient d’être plus chers à réaliser, et ils ne justifient pas à eux seuls les prix délirants pratiqués par Viberg par exemple. Pour résumer, un bon mur gravé ne transforme pas le plomb en or, mais un mur collé transforme certainement la merde en or, du moins dans le bilan du fabricant.




Le cambrion, bout dur, contrefort…. Vous n’en avez rien à foutre et c’est pour ça qu’existent autant de pompes de merde.
Comme il a été mentionné en introduction, la majorité des gens s’arrêtent bien souvent à l’esthétique d’une chaussure et à sa tige. Très rarement vont-ils chercher à savoir ce qu’il y a à l’intérieur de leur soulier. Je doute d’ailleurs que beaucoup sachent qu’il y a quelque chose à l’intérieur des souliers, et non, je ne parle pas de vos pieds bande de ploucs. Les chaussures ont besoin d’un squelette, d’une structure, c’est ce qui leur donne leur forme et qui leur permet de maintenir cette dernière dans le temps. Imaginez cela comme un mille feuille.
Cette ignorance de la part du consommateur est du pain béni pour les fabricants qui en profitent pour vous vendre des milles feuilles à la merde. La très grande majorité des souliers sont composés de plastique, à tel point que l’expression soulier en cuir semble galvaudée. Un peu comme les voitures volées qui traînent tard le soir dans le bois de Boulogne, il y a tellement de maquillage qu’il est impossible de déterminer l’âge ni même le genre.
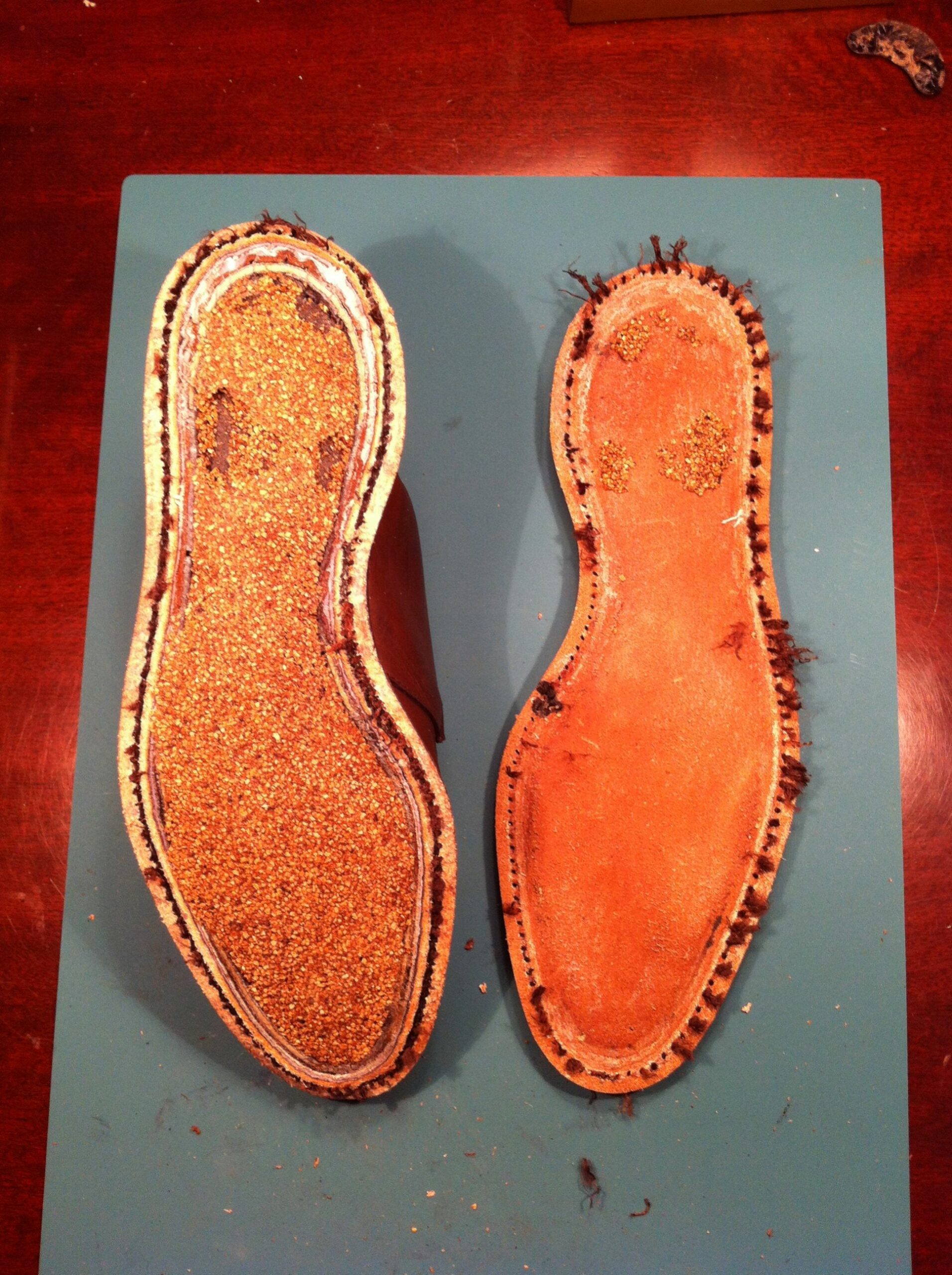
Le marketing ne mentionne pratiquement jamais les cambrions, le bout dur, les contreforts, car les fabricants ne veulent pas que vous sachiez que ce sont des éléments sur lesquels ils peuvent faire de grosses économies. Ces éléments sont invisibles à l’œil nu, au mieux il est possible de sentir la différence au toucher, mais cela demande une certaine expertise. La seule façon de savoir avec certitude la composition de ces éléments et la manière dont ils sont assemblés est de démonter la chaussure. Les marques qui ont des choses à se reprocher, n’aiment pas beaucoup les démontages, ça les rend folles quand un démontage produit les “mauvaises conclusions”, elles bavent et deviennent mauvaises comme des clébards enragés. Pensez vous quand une marque qui fait un chiffre d’affaire de 4 ou 5 millions d’euros en vient à menacer un pauvre site de ploucs de se prendre un procès à cause d’un démontage qu’elle n’a pas aimé, vous avez une bonne idée du niveau de fils de puterie.
Notez que les informations relatives aux techniques de fabrication propres à chaque marque qui vont suivre sont données uniquement à titre indicatif. Les techniques de production changent avec le temps, les fabricants ont plusieurs gammes et plusieurs cahiers des charges, enfin une marque peut être produite par différents fabricants. Pour faire simple, une marque X peut très bien utiliser des cambrions en acier pour un modèle et en fibre de verre pour un autre.

Le cambrion assure la rigidité du soulier, supporte la voûte plantaire et est là pour empêcher que la cambrure ne s’affaisse. Il s’agit d’une pièce d'une dizaine de centimètres de longueur positionnée du milieu du talon, jusqu'en queue de semelle et qui est réalisée en de nombreux matériaux. En mesure il est très souvent fabriqué en cuir, les bottiers utilisent du croupon déclassé à tannage lent afin d’avoir la plus grande résistance possible tout en maintenant une relative souplesse.
Certains bottiers et certaines marques PAP de haut de gamme utilisent même ce qu’on appelle un double cambrion, deux cambrions montés ensembles (acier et bois ou cuir et acier par exemple). Dans l’industrie les cambrions sont le plus souvent en bois (C&J, Jacques & Déméter, Lobb, Green, Weston...), en acier (Loake, Carmina, Jfitzpatrick, Alden, Red Wing, Church's, Carlos Santos...), en plastique thermoformé/nylon/fibre de verre (Santoni, Allen Edmonds, Red Wing, Wolverine, Florsheim Imperial, Johnston & Murphy...). Les cambrions en cuir sont très rares dans les souliers industriels mais existent sur certaines lignes premium (Carlos Santos Handcrafted par exemple). Les cambrions en plastiques, nylon, fibre de verre sont de la grosse merde, un point c’est tout. Les cambrions en acier sont très résistants ne s’affaissent pas mais ils sont sensibles à l’humidité/sueur, il arrive alors qu’ils rouillent (le cuir déteste la rouille) et cassent. Les cambrions en bois ne craignent pas la rouille mais ils peuvent se fendiller, s’affaisser ou se casser. Il semble que l’industrie est petit à petit en train d’adopter les cambrions en carbone, ces derniers possèdent une belle résistance et sont insensibles à l’humidité, Carmina semble par exemple avoir opéré le changement complet de sa gamme de cambrions en acier vers des cambrions en carbone.
Le cambrion est maintenu sur la première de montage par diverses techniques, il peut être cloué, agrafé, collé… il arrive très souvent qu’il soit placé dans un support en carton, ou en carton et en salpa (un agglomérat de chute de cuir, de colle et de Dieu sait quoi). Beaucoup de marques ne prennent pas le temps de bien fixer le cambrion, elles ne respectent pas les temps de séchage de la colle néoprène ni ne prennent le temps de cadrer la première pour que la colle adhère bien, cela conduit souvent à ce que le cambrion bouge ce qui va provoquer des couinements désagréables à la marche. Il arrive aussi que certaines marques ne mettent pas du tout de cambrion sur certains de leurs modèles (Allen Edmonds, Clarks...) ce qui en dit long sur leur niveau de bâtardise.




Le bout dur est le renfort qui se trouve, comme son nom l’indique, au bout de votre chaussure. En mesure il est pratiquement exclusivement en cuir. Dans l’industrie du prêt à porter les choses sont un peu différentes. Les bouts durs sont très majoritairement en thermocollé, le plus souvent il s’agit de celastic, une matière thermoplastique qui est molle lorsqu’elle est chauffée et qui en refroidissant, redevient dure. Cela facilite la mise en forme du bout dur, est peu cher à réaliser mais à l’inconvénient de ne pas être réparable.
Il existe évidement différents types de celastic, certaines marques utilisent des bouts durs qui sont plus épais et donc plus résistants que d’autre, mais d’Edward Green, à la ligne PAP de Fukuda, en passant par Meermin tous ou presque utilisent des bouts durs thermocollés. La raison derrière cela ? Le coût bien évidemment. Travailler et mettre en forme un bout dur en cuir demande énormément de temps et n’est pas une étape qu’il est possible de mécaniser alors qu’un bout dur en thermocollé demande quelques secondes d’attentions.




Finissons enfin par évoquer les contreforts. Les contreforts sont une pièce très importante du soulier car ils participent au bon maintien du talon, en anglais ils portent le nom de « heel stiffener», ce qui veut littéralement dire renfort de talon. Les contreforts sont une pièce de tension, ils sont sollicités lors de la marche par les frottements mais le moment où ils doivent subir le plus de tension est quand vous allez mettre et enlever votre soulier, surtout si vous êtes un plouc et que vous n’utilisez pas de chausse pied. Il est donc important que les contreforts soient résistants pour qu’ils puissent durer dans le temps.
Il existe trois matériaux principaux pour les contreforts, le cuir, le salpa et une fois encore le celastic. Les bottiers utilisent des contreforts en cuir, ces derniers sont d’ailleurs très longs et vont du talon jusqu’aux têtes métatarsiennes. En prêt à porter les marques haut/milieu de gamme utilisent des contreforts en cuirs (Green, Lobb, G&G, TLB Artista, Vass, Bonafé…), et certaines possèdent également des contreforts longs, la principale différence réside dans le fait que les marques de PAP vont utiliser des contreforts cuir “industriels” qui sont déjà préparés, parés et formés. Le reste de l’industrie du prêt à porter se divise entre salpa (Carmina, Jfitzpatrick, TLB mainline, C&J) et le celastic (Meermin, Loake, Barker, 7L, Orban’s…).

Les contreforts en cuirs sont très largement supérieurs aux autres, le cuir étant plus résistant à la tension et pouvant également être assouplit et retravaillé pour modifier la forme de l’emboitage. Toutes les marques qui utilisent du celastic vont vous dire qu’il n’y a aucune différence. Ce qu’ils omettent volontairement de vous dire c’est que le celastic casse, contrairement au cuir, et qu’il est totalement irréparable. Le jour où votre contrefort en celastic casse, il faut le remplacer, ce qui impose alors un démontage et remontage sur forme à monter de l'empeigne, une opération coûtant au moins aussi cher que les souliers voire plus. Dommage pour un élément qui “ne fait aucune différence”.
Il ne serait pas difficile pour toutes les marques d'utiliser des contreforts en cuir, plusieurs fournisseurs existent notamment Rendenbach, il est possible de les acheter déjà parés, déjà formés limitant ainsi le travail qu'il est nécessaire de faire par l'usine pour un coût absolument exorbitant de... 5 euros la paire. Et encore, il s'agit du prix cordonnier il est évident que le prix serait plus bas dans le cas de commandes industrielles. Oui mais voilà, un contrefort synthétique coûte moins d'un euro l'unité, et comme il “ne fait aucune différence” pourquoi se priver. La seule et unique raison pour laquelle un nombre incalculable de marques utilisent des contreforts synthétiques est dans le but de réaliser des économies de bouts de chandelle, car il s'agit d'un élément invisible pour le client.



Source photo en miniature : @ateliermaubeuge